DLP-Ceramic 3D Printing
DLP-Ceramic 3D Printing
Discover the power of DLP Ceramic 3D Printing Service for custom ceramic components. Explore its high precision ceramic printing, diverse material options, applications, and how LAVA3DP’s advanced ceramic manufacturing service can bring your most complex designs to life.
In the rapidly evolving landscape of ceramic additive manufacturing, one technology stands out for its ability to merge the durability of traditional ceramics with the design freedom of digital light processing 3D printing: DLP-Ceramic 3D Printing. At LAVA3DP, we harness this cutting-edge technology to offer a custom ceramic 3D printing service that delivers high resolution 3D printing ceramics and complex ceramic components for clients across the globe.
Whether you are in aerospace, medical technology, industrial manufacturing, or academic research, understanding the nuances of Digital Light Processing (DLP) for ceramics can unlock new potentials in your projects. This comprehensive guide delves into what DLP-Ceramic 3D printing is, its advantages, the materials it utilizes, and its diverse functional ceramic applications.
Get an Instant QuoteWhat is DLP Ceramic 3D Printing? Process & Technology Overview
DLP-Ceramic 3D printing is a vat photopolymerization technique that uses a digital light projector to cure a photosensitive resin loaded with ceramic powders. Unlike traditional ceramic forming methods (like injection molding or slip casting) which require expensive molds, DLP builds parts layer-by-layer directly from a digital model, enabling layer-by-layer ceramic fabrication and complex geometries in ceramics.
The process involves four key steps:
- Slurry Preparation: A homogeneous mixture is created, consisting of fine ceramic powders (such as alumina ceramic 3D printing or zirconia ceramic printing materials), photocurable monomers, and dispersants. Achieving a high solid loading with low viscosity is critical for success in photopolymer ceramic printing.
- Printing: A DLP projector flashes an image of a single layer onto the slurry. The light initiates polymerization through UV curing ceramic slurry, solidifying the layer. The build platform then lifts, and the process repeats for the next layer.
- Debinding: The printed “green part” is placed in a furnace to slowly burn out the polymer binder, leaving behind a porous structure composed solely of ceramic particles through the debinding and sintering process.
- Sintering: The part is fired at high temperatures (often >1000°C), causing the ceramic particles to fuse together and densify, resulting in dense ceramic structures with excellent mechanical integrity.
Key Advantages of DLP for High-Precision Ceramic Manufacturing
Why choose DLP over other 3D printing or manufacturing methods? The benefits are substantial, particularly for industrial ceramic parts manufacturing and high-value applications.
Unmatched Precision and Surface Finish
DLP technology utilizes a digital micromirror device (DMD) to project light at a specific resolution (measured in microns). This allows for the creation of features as small as 20-30µm with excellent surface quality (Ra as low as 1-2µm), enabling micro ceramic parts printing and fine detail ceramic fabrication. This level of detail is essential for applications like microreactors, medical implants, and intricate investment casting patterns. As one study notes, this precision enables the fabrication of dense, defect-free, and even semi-transparent ceramics used in precision engineering ceramics.
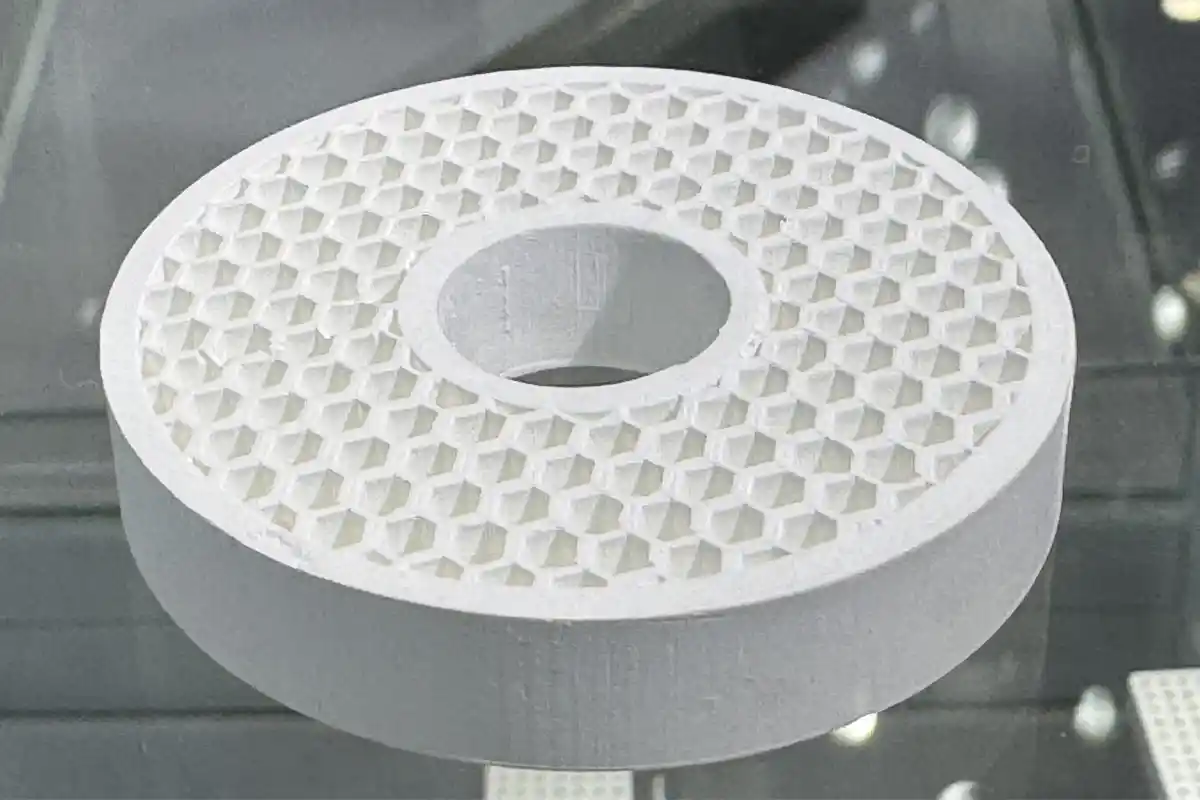
Complex Geometries and Internal Features
Because parts are built additively, DLP can realize designs impossible with traditional tooling. This includes intricate internal cooling channels, lattice structures for lightweighting, and undercuts, enabling lattice ceramic structures and innovative design freedom. A prime example is the production of complex ceramic casting cores for turbine blades, which must have precise internal geometry to cool the blade effectively.
Efficiency and Speed
DLP is an “area forming” technology. Instead of drawing each layer with a laser point (like SLA), it cures an entire layer in a single exposure, making it 3-10 times faster for many parts. This efficiency supports on-demand ceramic manufacturing and scalable production workflows where multiple parts are produced simultaneously.
Cost-Effectiveness for Custom and Small Batches
For prototyping and low-to-mid volume production, DLP eliminates the high upfront costs of hard tooling. This makes it economically viable to iterate designs quickly or produce customized, one-off parts like patient-specific bone scaffolds or dental implants through a low volume ceramic production approach.
| Feature / Criteria | Traditional Ceramic Manufacturing (e.g., Injection Molding, Slip Casting, Pressing) | DLP-Ceramic 3D Printing (Vat Photopolymerization) |
|---|---|---|
| Design Freedom | Limited. Constrained by the need for draft angles, uniform wall thickness, and the ability to extract parts from a mold. | Unlimited. Can produce complex internal channels, undercuts, lattice structures, and organically shaped geometries. |
| Tooling Requirements | High. Requires expensive, hard tooling (molds and dies). Design changes necessitate new tools. | None. It is a “tool-less” process. Parts are made directly from a CAD file. |
| Ideal Production Volume | High-Volume. Economies of scale make it cost-effective for mass production of thousands of identical parts. | Low-to-Mid Volume / Prototyping. Cost-effective for single prototypes, custom parts, and small-to-medium batch production. |
| Lead Time | Long. Tooling fabrication can take weeks or months before the first part is produced. | Short. Parts can be printed within days of receiving a CAD file, enabling rapid iteration. |
| Geometric Complexity | Simple to Moderate. Part design is often simplified to facilitate tooling and demolding. | High. Complexity comes at no additional cost; intricate details are a core strength. |
| Material Uniformity | Generally Good. However, pressing can create density gradients, and casting can have wall thickness variations. | Excellent. The homogeneous slurry and controlled process lead to a uniform green part, resulting in a homogeneous sintered part. |
| Initial Cost (NRE) | Very High. The cost of mold design, fabrication, and testing is a major barrier. | Low. No upfront non-recurring engineering costs for tooling. |
*Table 1: A comparison of traditional ceramic manufacturing vs. DLP-Ceramic 3D printing.*
Advanced Ceramic Materials: Alumina, Zirconia & More
The range of ceramics compatible with DLP has expanded dramatically. At LAVA3DP, we work with a variety of high-performance materials to meet your specific requirements.
| Material Category | Common Types | Key Properties | Typical Applications |
|---|---|---|---|
| Oxide Ceramics | Alumina (Al₂O₃), Zirconia (ZrO₂), Silica (SiO₂) | High hardness, wear resistance, electrical insulation, thermal stability . | Electrical insulators, wear-resistant bushings, dental crowns, investment casting cores . |
| Non-Oxide Ceramics | Silicon Nitride (Si₃N₄), Silicon Carbide (SiC) | Extreme hardness, excellent thermal shock resistance, high-temperature strength . | High-performance thrusters, nozzles, heat exchangers, mechanical seal faces . |
| Bio-Ceramics | Hydroxyapatite (HA), Tricalcium Phosphate (TCP) | Biocompatible, osteoconductive (supports bone growth) . | Bone scaffolds, orthopedic implants, surgical guides . |
| Functional & Specialty Ceramics | Barium Titanate, Piezoelectric ceramics, Garnets (e.g., GYAGG:Ce) | Unique electrical, magnetic, or optical properties . | Sensors, actuators, solid oxide fuel cells (SOFCs), scintillation detectors for medical imaging and radiation monitoring . |
The key to success lies in the formulation of the ceramic slurry. Researchers continuously innovate to optimize the mix of monomers and dispersants, ensuring high solid loading (often >40-50% by volume) for minimal shrinkage during sintering while maintaining a low enough viscosity for smooth printing .
Industrial Applications of DLP Ceramic 3D Printing
The unique capabilities of DLP-Ceramic 3D printing are driving innovation in numerous sectors.
- Aerospace: The aerospace industry demands high temperature resistant materials capable of withstanding extreme environments. DLP is used to manufacture ceramic casting cores for manufacturing complex turbine blades and vanes. Companies like Safran Aircraft Engines have adopted this technology for the serial production of next-generation engine components, leveraging the reliability and reproducibility of advanced systems for applications of ceramic 3D printing in aerospace. Non-oxide ceramics like silicon nitride are also being explored for thrusters and nozzles.
- Medical and Dental: The ability to create patient-specific geometries makes DLP ideal for medical applications. It is used to produce biocompatible and bioresorbable scaffolds for bone tissue engineering from materials like hydroxyapatite. In dentistry, it enables the fabrication of high-strength zirconia dental crowns and bridges with precise fit, supporting dental ceramic 3D printing and zirconia dental ceramic 3D printing service advancements.
- Industrial Manufacturing: For industrial applications, DLP-Ceramic printing is used to create complex, wear-resistant ceramic parts. This includes everything from thread guides and electrical insulators to custom nozzles and crucibles. It is also highly effective for producing high-precision wax or ceramic patterns for the investment casting of metal parts in industrial ceramic prototyping service workflows.
- Energy and Research: In the energy sector, DLP facilitates the creation of intricate structures for solid oxide fuel cells (SOFCs) and micro heat exchangers. In research, it is used to develop advanced materials, such as garnet-structured ceramics for next-generation radiation detectors. The ability to produce periodic lattice structures allows scientists to fine-tune material properties for specific functions using engineering-grade ceramic materials.
Why Choose LAVA3DP for Ceramic Additive Manufacturing
At LAVA3DP, we don’t just print parts; we engineer solutions. Our professional ceramic printing service bridges the gap between complex design and functional reality. We offer:
- Expert Consultation: Guidance on material selection, design for additive manufacturing (DfAM), and process optimization by an expert additive manufacturing team.
- Rapid Prototyping: Fast turnaround on prototypes to validate your designs before committing to production with a ceramic prototyping services approach.
- Scalable Production: From single prototypes to hundreds of end-use parts, we scale to meet your needs with industry-grade production standards.
- Global Service: We serve a worldwide clientele, ensuring your custom parts are delivered on time, every time through an online ceramic 3D printing service worldwide.
Conclusion: High-Performance Ceramic 3D Printing Solutions
DLP-Ceramic 3D printing represents a paradigm shift in how we manufacture ceramic components. By offering unparalleled precision, geometric freedom, and access to advanced materials, it empowers innovators to push the boundaries of what’s possible in technical ceramics 3D printing. As research continues to advance material formulations and process controls, the potential applications for this transformative technology will only continue to grow.
Ready to bring your next project to life? Contact LAVA3DP today to discuss your custom part requirements and get a ceramic 3D printing quote for your next innovation.
Get an Instant Quote