Small Hole EDM services for precision micro drilling. Achieve ±0.002 mm accuracy in any conductive material including titanium and Inconel. Get your instant quote at LAVA3DP today!
Introduction to Small Hole EDM Technology
In the world of precision manufacturing, few processes are as indispensable yet misunderstood as Small Hole Electrical Discharge Machining (also known as micro hole EDM, hole popping, or hole burning). This specialized machining process has revolutionized how manufacturers create tiny, precise holes in materials that would be impossible to machine using conventional methods .
At LAVA3DP, we have integrated state-of-the-art Small Hole EDM capabilities into our custom parts fabrication services, enabling us to serve clients across aerospace, medical, automotive, and tooling industries with unparalleled precision. This comprehensive guide explores everything you need to know about Small Hole EDM and how it can benefit your next project.
What Is Small Hole EDM?
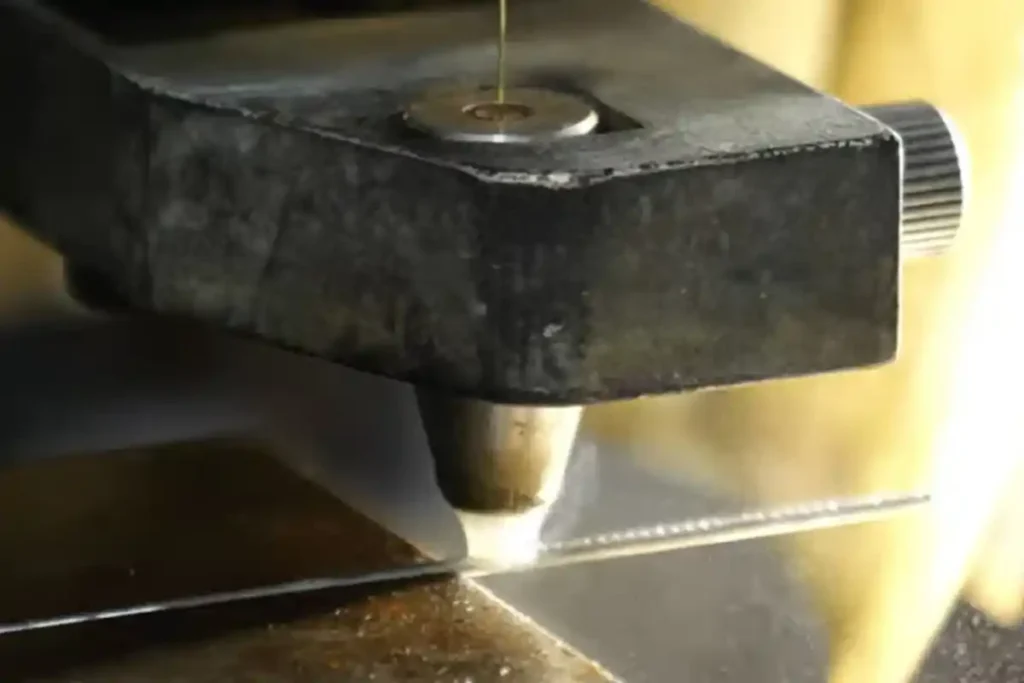
Small Hole EDM is a specialized variant of electrical discharge machining designed specifically for drilling small-diameter holes—typically ranging from 0.002″ to 0.125″ (0.05 mm to 3.0 mm)—in electrically conductive materials . Unlike conventional drilling that uses physical cutting forces, Small Hole EDM employs controlled electrical sparks to erode material in a dielectric fluid bath.
How It Works
The process uses a rotating brass or copper tube as an electrode. As the charged electrode approaches the workpiece, electrical discharges jump across the gap, generating intense heat that melts and vaporizes tiny particles of material . The rotating action serves multiple purposes:
- Evenly distributes electrode wear
- Flushes away debris through the tube’s hollow center
- Ensures consistent hole roundness
This non-contact process eliminates mechanical stresses that would otherwise deform delicate workpieces or cause tool breakage when drilling extremely small diameters .
The Evolution of EDM Drilling Technology
Since its commercial introduction in the mid-20th century, EDM technology has undergone remarkable evolution. Early machines required constant operator attention and offered limited precision. Today’s CNC-controlled Small Hole EDM systems represent the pinnacle of precision manufacturing.
Modern advancements include:
Recent innovations include ultrasonic vibration composite EDM systems, which enhance material removal rates and improve hole quality by optimizing gap flow dynamics . Research continues into advanced electrode materials, including additively manufactured CuCr1Zr electrodes that offer improved energy efficiency and machining accuracy .
Key Advantages of Small Hole EDM
Unmatched Precision
Small Hole EDM achieves tolerances that conventional drilling simply cannot match. Modern machines routinely hold accuracy of ±0.002 mm with repeatability of ±0.00005″ . This level of precision is essential for applications where hole placement and diameter directly affect performance.
Material Versatility
Any electrically conductive material can be machined using Small Hole EDM, regardless of hardness . This includes:
- Hardened tool steels (up to 68 Rc)
- Exotic superalloys like Inconel, Hastelloy, and Haynes 25
- Titanium and titanium alloys
- Carbides and cemented carbides
- Conductive ceramics
- Refractory metals including tungsten and molybdenum
- Precious metals such as gold and platinum
High Aspect Ratios
Perhaps most impressive is the ability to achieve depth-to-diameter ratios up to 300:1 . This means drilling a 0.2 mm hole through 60 mm of material—a feat impossible with conventional twist drills that would break instantly.
Burr-Free Results
Because material removal occurs through melting and vaporization rather than shearing, Small Hole EDM produces no burrs . This eliminates secondary deburring operations and ensures that holes are clean and ready for use immediately after machining.
No Heat-Affected Zone (HAZ)
Despite using electrical sparks, modern EDM generators control discharge energy so precisely that the heat-affected zone is minimal . This preserves material properties and prevents micro-cracks that could compromise component integrity in critical applications.
Complex Geometries
Beyond simple round holes, Small Hole EDM can produce shaped holes, tapered holes, and angled holes by manipulating electrode motion or using wire guides .
Materials Suitable for Small Hole EDM
The material flexibility of Small Hole EDM makes it invaluable for manufacturers working with difficult-to-machine alloys. Here is a comprehensive list of materials routinely processed:
Common Engineering Materials
- Stainless Steel (all grades including 304, 316, 17-4PH)
- Tool Steel (A2, D2, O1, S7, H13)
- Carbon Steel and alloy steels
- Aluminum and aluminum alloys
- Brass and Bronze
- Copper and copper alloys
Aerospace Superalloys
Medical and Specialty Materials
- Titanium (Grade 1-5, including Ti-6Al-4V)
- Nitinol (nickel-titanium shape memory alloy)
- Tungsten and tungsten carbide
- Molybdenum
- Conductive ceramics
- Gold, platinum, and other precious metals
Experimental Data: Stainless Steel 304 Machining
Recent research on micro EDM of Stainless Steel 304 using brass electrodes revealed important relationships between process parameters and outcomes:
Material Removal Rate (MRR) increases with longer pulse-on time, as extended spark duration removes more material per discharge. However, this must be balanced against Tool Wear Rate (TWR) , which is most significantly affected by current levels .
The study demonstrated that optimal parameter selection depends on whether priority is maximizing removal rate or minimizing electrode wear—a balance our engineers at LAVA3DP expertly manage for each unique project.
Applications Across Industries
Aerospace and Defense
The aerospace industry relies heavily on Small Hole EDM for critical components. Turbine blades require cooling holes drilled at precise angles through superalloys that conventional tools cannot penetrate . Fuel system components demand microscopic orifices with exact flow characteristics. Pitot static tubes for aircraft require precision holes that maintain accuracy across temperature extremes .
Medical Device Manufacturing
Medical applications demand the highest levels of precision and cleanliness. Small Hole EDM produces:
- Hypodermic needles with burr-free tips
- Surgical instruments requiring cooling or irrigation ports
- Bone screws with hexagonal drive sockets (impossible to broach without leaving chips)
- Stent components and cannulated parts
- Orthopedic implants with precisely placed holes for bone ingrowth
- Surgical tubing with side ports
Mold and Die Making
In toolmaking, Small Hole EDM serves two primary functions:
- Creating wire EDM start holes – Before wire EDM can cut a profile, a small hole must exist for the wire to pass through
- Drilling ejector pin holes and coolant channels in hardened mold inserts
Molds for beverage can production exemplify the technology’s value. One manufacturer used CNC micro hole EDM to drill multiple holes at 55-degree angles through M2 tool steel hardened to RC 62-64, holding ±0.002″ tolerance and shipping 60 units in under one week .
Automotive
Fuel injection systems depend on precisely drilled holes for atomization. Diesel injector nozzles require multiple microscopic holes with specific diameters and angles to achieve proper fuel spray patterns . These holes directly affect combustion efficiency, emissions, and engine performance.
Electronics and Micro-Machining
As electronic devices shrink, so do the components within them. Micro EDM enables:
- Cooling holes in semiconductor equipment
- Precision orifices in inkjet printers
- Micro molds for electronic component manufacturing
- Fine grooves and features in miniature parts
Process Capabilities and Specifications
Understanding the technical capabilities of Small Hole EDM helps in designing parts that leverage its strengths.
Dimensional Capabilities
| Parameter | Typical Range | Precision Capability |
|---|---|---|
| Hole Diameter | 0.05 mm – 3.0 mm | ±0.002 mm |
| Depth | Up to 300× diameter | ±0.01 mm depth control |
| Aspect Ratio | Up to 300:1 | – |
| Surface Finish | Ra 0.1 – 0.8 µm | Ra 0.05 with fine-finish generators |
| Position Accuracy | – | ±0.00002″ (0.5 µm) |
| Repeatability | – | ±0.00005″ (1.3 µm) |
Taper Control
Hole taper—where diameter changes from entrance to exit—is a common concern in drilling. Research shows that taper angle increases with machining time, making process optimization critical for deep holes . Our advanced CNC controls at LAVA3DP compensate for these effects, maintaining straightness even in high-aspect-ratio applications.
Small Hole EDM vs. Conventional Drilling
To appreciate the unique value of Small Hole EDM, consider how it compares to conventional drilling:
| Factor | Small Hole EDM | Conventional Drilling |
|---|---|---|
| Minimum hole size | 0.05 mm | ~0.1 mm (practical limit) |
| Hard materials | No limitation | Requires specialized tooling, slow speeds |
| Burrs | None | Requires deburring |
| Tool breakage | Electrode wear gradual, no breakage | Frequent with small diameters |
| Aspect ratio | Up to 300:1 | Typically <10:1 for small holes |
| Surface finish | Ra 0.1 µm achievable | Dependent on tool condition |
| Heat-affected zone | Minimal | Can work-harden materials |
| Setup time | Minimal (CNC programmed) | Tool changes, peck cycles |
The Role of Dielectric Fluid
Dielectric fluid plays multiple critical roles in Small Hole EDM:
- Electrical insulation until breakdown voltage is reached
- Cooling of both electrode and workpiece
- Flushing debris from the spark gap
- Ionization to sustain the discharge channel
Most Small Hole EDM operations use deionized water as the dielectric, though some applications benefit from oil-based fluids. Submerged machining offers advantages for temperature stabilization and flushing efficiency, particularly with complex geometries .
Quality Assurance and Inspection
Precision manufacturing requires equally precise measurement. At LAVA3DP, we employ multiple inspection methods to verify Small Hole EDM quality:
- Optical comparators and vision systems for visual inspection
- Coordinate measuring machines (CMM) with scanning heads for dimensional verification
- Surface roughness testers for finish verification
- Optical microscopy for edge condition assessment
For medical and aerospace clients, we maintain compliance with ISO 9001 standards and can certify to applicable industry specifications including ASTM, MIL-Spec, and ISO 13485 .
Design Considerations for Small Hole EDM
To maximize the benefits of Small Hole EDM, consider these design guidelines:
Minimum Feature Size
While holes as small as 0.02 mm are possible with specialized equipment, practical production holes typically start at 0.05 mm . Discuss your requirements with our engineers to determine optimal sizing for your application.
Depth Considerations
The maximum achievable depth depends on:
- Hole diameter (smaller holes = shallower practical depth)
- Material type (some alloys machine more easily)
- Required tolerance (very deep holes may have some taper)
Entry and Exit Conditions
Unlike drilling, Small Hole EDM requires no pre-drilled pilot hole. However, if the entry surface is curved or angled, consider how this affects electrode approach. Our 5-axis capabilities allow us to drill at virtually any angle to the surface .
Multiple Holes and Patterns
Small Hole EDM excels at producing hole patterns with consistent spacing. CNC control ensures each hole is positioned exactly where intended, regardless of quantity .
Cost-Effectiveness and Production Efficiency
While Small Hole EDM may have higher per-hole cost than conventional drilling for simple holes in soft materials, it becomes dramatically more economical when:
- Materials are hardened or difficult to machine
- Hole diameters are very small (under 0.5 mm)
- Aspect ratios exceed 10:1
- Multiple operations would otherwise be required
- Zero burrs is a requirement
- Parts are delicate and cannot withstand cutting forces
The ability to run unattended operations further enhances cost-effectiveness. As one production manager noted, “When we run this part, we set up a fixture block, hit the cycle-start button, and walk away” .
Integration with Other Manufacturing Processes
Small Hole EDM rarely exists in isolation. It complements:
- Wire EDM – providing start holes for thread-up
- Sinker EDM – creating flush holes in electrodes
- CNC machining – adding features after conventional operations
- Additive manufacturing – finishing internal channels or adding precision holes to printed parts
The Future of Small Hole EDM
Emerging technologies continue to expand the capabilities of Small Hole EDM:
- Ultrasonic vibration assistance improves debris evacuation and machining speed
- Additively manufactured electrodes offer optimized geometries and improved wear resistance
- Advanced pulse generators provide finer surface finishes and faster material removal
- Automation and robotics enable true lights-out manufacturing for high-volume production
Why Choose LAVA3DP for Small Hole EDM Services
At LAVA3DP, we combine state-of-the-art Small Hole EDM equipment with decades of precision machining experience. Our facility features:
- Multi-axis CNC Small Hole EDM systems with automatic electrode changers
- In-process monitoring for breakthrough detection and quality assurance
- Comprehensive inspection capabilities including CMM and vision systems
- Experienced programmers who understand the nuances of EDM parameter optimization
- Fast turnaround with typical lead times of 1-2 weeks
We serve clients across North America and globally, providing everything from prototypes to high-volume production runs. Our ISO-compliant quality systems ensure that every part meets your specifications.
Ready to Start Your Project?
Whether you need cooling holes in turbine blades, start holes for wire EDM, or precision micro holes in medical devices, LAVA3DP has the expertise and equipment to deliver.
Contact our engineering team today for a free consultation and quote. Upload your CAD files and specifications, and we’ll respond within 24 hours with a comprehensive proposal including Small Hole EDM options tailored to your requirements.
Frequently Asked Questions(FAQs)
1. What is the smallest hole diameter LAVA3DP can drill using Small Hole EDM?
Our Small Hole EDM equipment can drill holes as small as 0.05 mm (0.002″) in diameter with precision tolerances of ±0.002 mm . For specialized applications requiring even smaller features, we can achieve holes down to 0.02 mm using wire electrode shaping techniques . The achievable minimum diameter depends on material type, thickness, and required aspect ratio—our engineering team will work with you to determine the optimal approach for your specific application.
2. Which materials can you machine with Small Hole EDM?
We can machine any electrically conductive material regardless of hardness . This includes stainless steel, titanium, Inconel, Hastelloy, tool steel, carbide, copper, brass, aluminum, and exotic materials such as Nitinol, Kovar, molybdenum, and conductive ceramics . The process is particularly valuable for hardened materials (up to 68 Rc) and superalloys that are difficult or impossible to machine conventionally .
3. How deep can you drill using Small Hole EDM?
Our Small Hole EDM process achieves depth-to-diameter ratios up to 300:1 . For example, we can drill a 0.2 mm hole through 60 mm of material. The maximum practical depth depends on hole diameter, material type, and tolerance requirements. Our CNC controls with breakthrough detection ensure precise depth control for blind holes .
4. What file formats do you accept for Small Hole EDM projects?
We accept all standard CAD formats including STEP, IGES, STL, DXF, and SolidWorks files . For hole patterns, we prefer 3D models showing exact hole locations, diameters, depths, and angles. Our engineers can also work from 2D prints with detailed specifications. Simply upload your files through our website, and we’ll provide a comprehensive quote within 24 hours.
5. What are your typical lead times and minimum order quantities?
We accommodate projects ranging from prototype quantities to high-volume production . Typical lead times are 1-2 weeks for most projects, with expedited service available for rush orders . We practice lean manufacturing principles and can run unattended lights-out operations for production efficiency . There is no minimum order quantity—we’re happy to help with everything from single prototypes to thousands of production parts. Contact our team for a personalized quote based on your specific requirements.
Ready to experience the precision of Small Hole EDM for your next project? Upload your design files today and let LAVA3DP bring your concepts to reality with unparalleled accuracy and quality.