
Master 3D printing with ABS filament. Learn optimal settings, prevent warping, and discover advanced post-processing techniques for high-strength functional parts at LAVA3dp. Start printing now!
What Is ABS Filament? and What Does ABS Stand For?
ABS stands for Acrylonitrile Butadiene Styrene. It is a classic engineering terpolymer that bridges the gap between everyday desktop fabrication and industrial-grade manufacturing. Three distinct monomers combine to give this thermoplastic its rugged reputation. Acrylonitrile provides chemical resistance and thermal stability. Butadiene delivers impact resistance and toughness. Styrene adds rigidity and a glossy, clean surface finish.


How ABS Filament Is Made
The production of high-quality ABS filament begins with raw polymer pellets. Manufacturers feed these pellets into a specialized industrial extruder. The plastic melts under intense heat and moves through a precision die to form a continuous strand. For premium ABS filament, maintaining a strict tolerance of +/- 0.02 mm is mandatory. The extruded strand passes through a series of temperature-controlled water baths to cool down without introducing internal tension. Once solid, a mechanized spooling system winds the filament into standardized rolls, ready for your 3D printer.
Key Characteristics of ABS Filament
This material is famous for its mechanical durability and willingness to endure harsh environments. It behaves predictably under load, making it a reliable choice for end-use components. Unlike basic plastics, it yields slightly before breaking, giving clear warning signs under structural stress rather than shattering instantly.
Why ABS Remains Popular for Functional 3D Printing
Even with newer polymers flooding the market, engineers trust ABS 3D printing filament. It remains cost-effective, easily accessible, and delivers properties that standard PLA cannot match. When a component requires post-print modifications, structural strength, or must survive the heat inside a closed vehicle, this material delivers.
Related: PLA Filament Explained: Complete Guide to Types, Settings, Uses & Tips (2026)
ABS Filament at a Glance (Quick Specifications)
| Property Category | Metric / Feature | Expected Value / Performance |
|---|---|---|
| Physical | Density | 1.04 g/cm³ |
| Mechanical | Tensile Strength | 40 – 45 MPa |
| Mechanical | Impact Strength (Izod) | 200 – 300 J/m |
| Thermal | Glass Transition Temp (Tg) | 105°C |
| Thermal | Melting Point | 210°C – 240°C (Amorphous) |
| Chemical | Soluble In | Acetone, Esters, Ketones |
| Printability | Difficulty Level | Moderate to High (Requires Enclosure) |
Physical Properties
As an amorphous polymer, ABS plastic filament does not possess a true melting point. Instead, it softens gradually as the temperature rises. Its density is relatively low, meaning your printed parts remain lightweight without sacrificing their structural volume.
Mechanical Properties
The balance of impact resistance and tensile strength makes this material a staple for engineering filament needs. It shrugs off sudden drops and repetitive structural stress. It offers excellent rigidity but retains enough flexibility to handle snap-fit joints without snapping.
Thermal Properties
With a glass transition temperature of 105°C, parts printed from this high-temperature filament maintain their shape where alternative plastics deform. It easily handles boiling water exposure and the hot internal environments of machinery.
Chemical Resistance
It withstands aqueous acids, alkalis, and phosphoric alcohols. However, aromatic hydrocarbons and ketones will degrade the structure. This specific vulnerability to acetone is a major practical advantage during post-processing.
Printability Overview
Printing with ABS filament demands precise environmental control. It is notorious for thermal contraction, meaning an open-frame printer will struggle with severe structural failure. You need a heated bed and an enclosed printer to achieve consistent results.
Advantages of ABS Filament
High Impact Strength
When a component drops or strikes a hard surface, the butadiene component absorbs the energy. This high impact resistance prevents catastrophic cracking, making it a reliable choices for protective gear and heavy-duty tool handles.
Excellent Heat Resistance
Standard PLA deforms on a hot summer afternoon. ABS filament heat resistance keeps your parts structurally sound up to nearly 100°C under load. This thermal resistance opens the door for functional under-hood automotive mockups and electronic housing units.
Durable Functional Parts
Components built with a good ABS filament endure years of mechanical wear. The natural abrasion resistance ensures moving joints, gears, and sliders maintain their dimensions without wearing down prematurely.
Easy to Machine, Drill, and Tap
Post-printing modifications are incredibly straightforward. You can perform drilling, tapping threads, and machining ABS on a lathe or CNC mill without the plastic melting or gumming up your tools.
Smooth Surface with Acetone Finishing
You can completely eliminate layer lines via acetone vapor smoothing. The chemical reaction liquefies the outer skin, leaving a glossy, professional finish that mirrors injection-molded parts.
Cost-Effective Engineering Material
Despite its professional-grade capabilities, the typical ABS filament cost remains low. It provides a budget-friendly route for producing functional prototypes without resorting to expensive exotic blends.
Limitations of ABS Filament
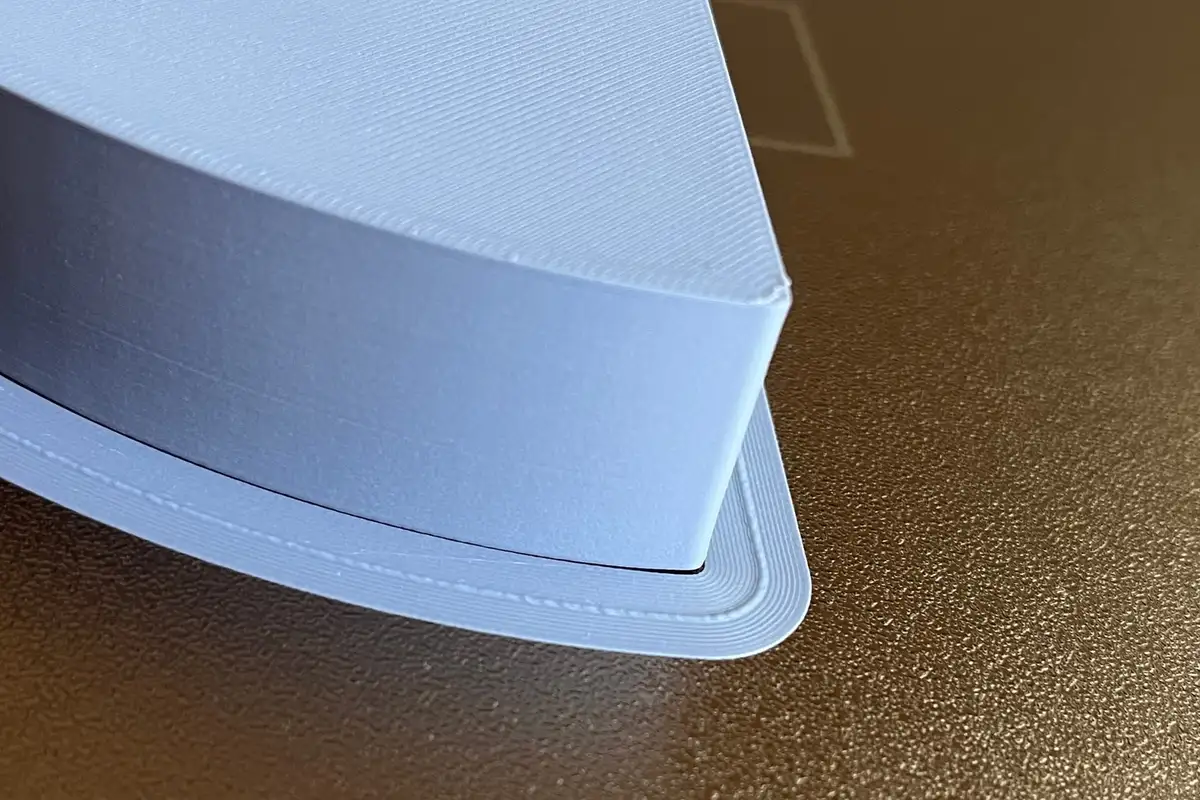
Warping and Shrinkage
The major obstacle during fabrication is ABS filament shrinkage. As the plastic cools from extrusion temperature to room temperature, it contracts by roughly 1% to 2%. This rapid contraction leads to severe warping, where corners pull away from the build plate.
Layer Cracking
If the ambient temperature fluctuates, the contraction occurs mid-print. This forces individual layers to pull apart, causing catastrophic ABS filament cracking along the Z-axis.
Printing Odor and Ventilation Requirements
Heating this material releases volatile organic compounds and an intense plastic smell. Due to these ABS filament fumes, proper ABS filament ventilation or dedicated air filtration systems are mandatory.
Moisture Sensitivity
The raw material is vulnerable to moisture absorption. Leaving a spool exposed to ambient air leads to rapid degradation, causing bubbling, popping at the nozzle, and brittle parts.
Not Ideal for Every Desktop Printer
You cannot print this material successfully on a basic, open-frame machine without modifications. It requires high nozzle and bed temperatures that entry-level hardware often cannot safely sustain.
Related: PETG Filament Explained: Pros, Cons, Print Settings & Best Uses in 2026
ABS Filament Technical Specifications & Printing Settings
To save time and minimize failed prints, apply these foundational machine parameters.
Recommended Nozzle Temperature
Set your ABS filament nozzle temperature between 230°C and 250°C. All-metal hotends are required, as standard PTFE-lined hotends degrade and release toxic gasses above 240°C.
Heated Bed Temperature
Your ABS filament bed temperature must sit firmly between 100°C and 110°C. This intense heat keeps the initial layers above their glass transition point, arresting the shrinkage process early.
Chamber Temperature
An enclosed environment is paramount. Maintain an internal chamber temperature of 40°C to 60°C to prevent cold air drafts from striking the component during fabrication.
Cooling Fan Settings
Keep your print cooling fan turned completely off for the first few layers. For complex overhangs or bridges, limit the maximum fan speed to 10% to 20% to avoid shocking the plastic.
Print Speed Recommendations
Set your overall ABS filament speed settings between 40 mm/s and 60 mm/s. While modern high-speed machines can push past this, slower speeds drastically improve layer fusion.
Retraction Settings
For direct-drive setups, use a retraction distance of 0.5 mm to 1.5 mm. Bowden extruders require 2.0 mm to 4.0 mm. Keep retraction speed around 30 mm/s to prevent filament grinding.
First Layer Settings
Drop your first-layer speed down to 20 mm/s. Increase the first-layer line width to 120% to force the molten plastic into the build platform for maximum mechanical grip.
Recommended Build Surfaces
The best build surfaces for ABS include textured PEI sheets, clean glass coated with specialized adhesives, or Kapton tape.
Best Slicer Settings for ABS
Always enable a brim or a raft within your slicer profile. A 10 mm brim dramatically increases the surface area of your footprint, fighting the upward leverage caused by thermal contraction.
How to Print Successfully with ABS Filament
Preparing the Printer
Begin with meticulous bed leveling. Clean your build plate with isopropyl alcohol to strip away skin oils. Apply your chosen adhesive—whether that is an ABS slurry, a specialized glue stick, or a layer of liquid bed bond. Pre-heat your bed and hotend inside your enclosed printer for fifteen minutes before hitting print; this stabilizes the internal air temperature.
Preparing the Filament
Never feed wet material into your machine. Run your spool through a dedicated filament drying cycle. Check that your extruder tensioner is tight enough to grip the hard filament without flattening the strand.
Printing Process
Watch the first layer drop completely. If you spot any lifting or a weak first layer adhesion footprint, abort the print immediately and adjust your Z-offset. Maintain a closed environment; do not open the printer door to check progress.
Cooling the Finished Print
Once the machine finishes, let the entire system cool down naturally inside the enclosure. Forcing a rapid temperature drop by opening the chamber doors causes immediate structural stress, potentially snapping fine details right off the build plate.
Post-Processing Workflow
Once the part touches room temperature, remove it carefully from the bed surface. Pop off the brim using a deburring tool. From here, you can proceed with your chosen post-processing workflow, whether that means manual sanding or preparing a chemical vapor bath.
Related: Filament Dryers for PLA, PETG, ABS, TPU, and Nylon (2026 Guide)
Common ABS Printing Problems and How to Fix Them
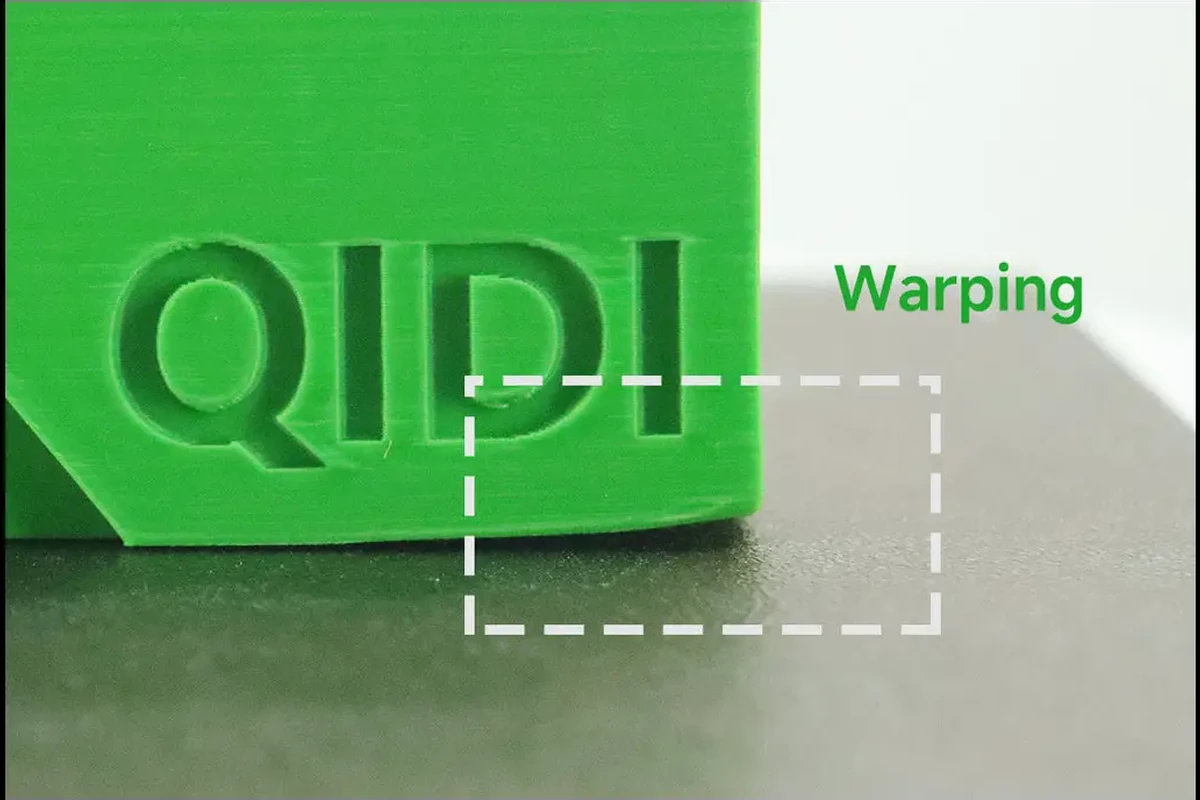
Warping
When the base corners of your print curl upward, your bed temperature is likely too low, or external air is leaking into your printing space. Raise the bed temperature by 5°C and seal any gaps in your machine enclosure.
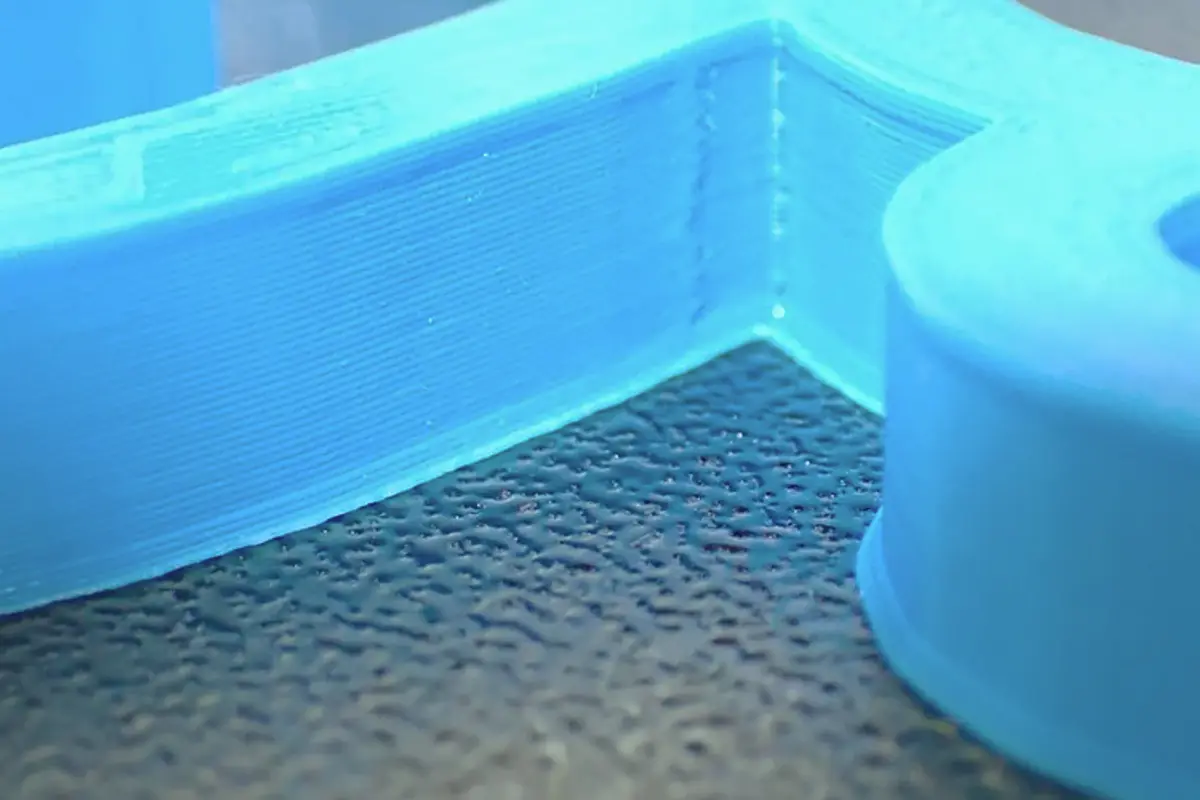
Corner Lifting
This specific variation of warping occurs on sharp 90-degree corners. Add circular helper discs (often called mouse ears) to the corners of your model design in the slicer. This redistributes the pulling force evenly.
Layer Separation
Horizontal splitting mid-print indicates poor ABS filament layer adhesion. This stems from cold ambient air or excessive cooling fan usage. Shut off your part cooling fan completely and increase your nozzle temperature by 5°C to promote better polymer blending.

Stringing
Fine, cobweb-like strands mean your nozzle is oozing plastic during travel moves. Fix ABS filament stringing by enabling z-hop, slightly increasing your retraction speed, or dropping your hotend temperature by 5°C.

Poor Bed Adhesion
If your print slides around immediately, your nozzle is sitting too far from the platform, or the bed lacks a proper interface layer. Recalibrate your Z-offset and employ the best adhesives for ABS, such as a fresh layer of ABS juice.
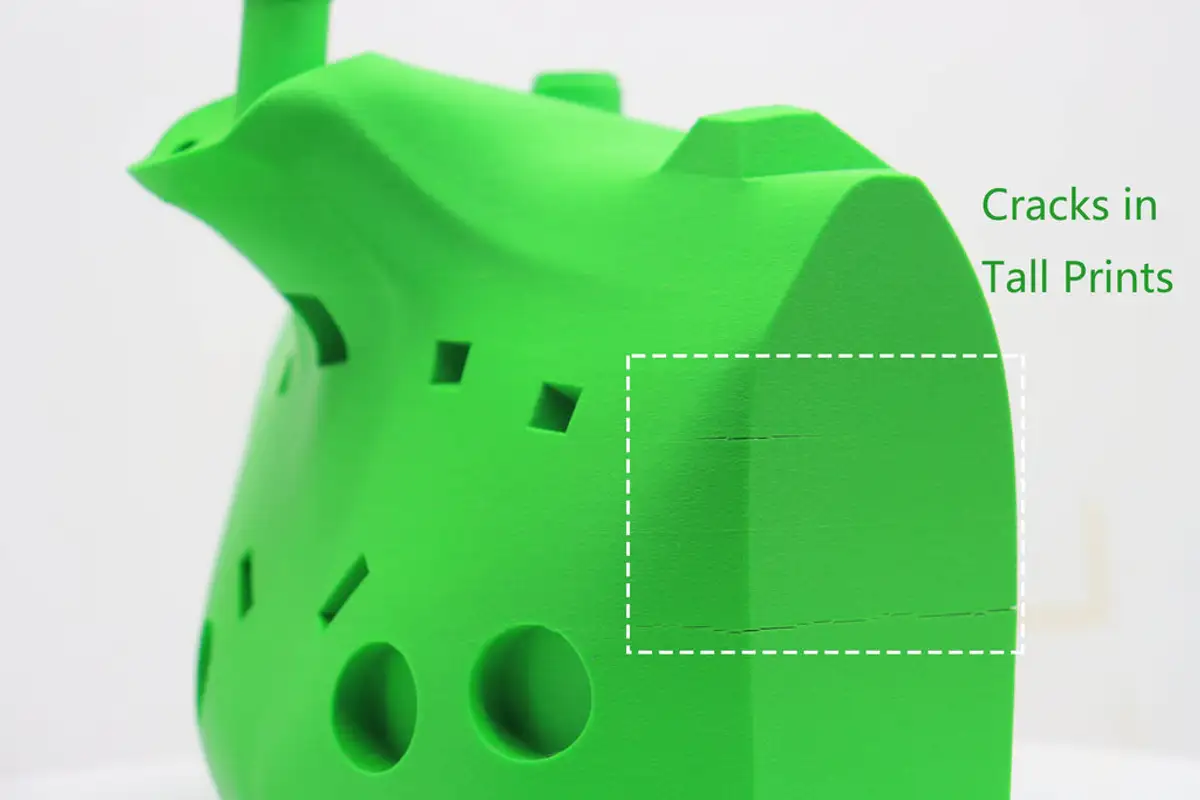
Cracks in Tall Prints
As your print grows taller, it moves further away from the radiant heat of the bed. To stop cracks in tall prints, you must use an active chamber heater or lower your total printing speed to give the layer interfaces more contact time under heat.
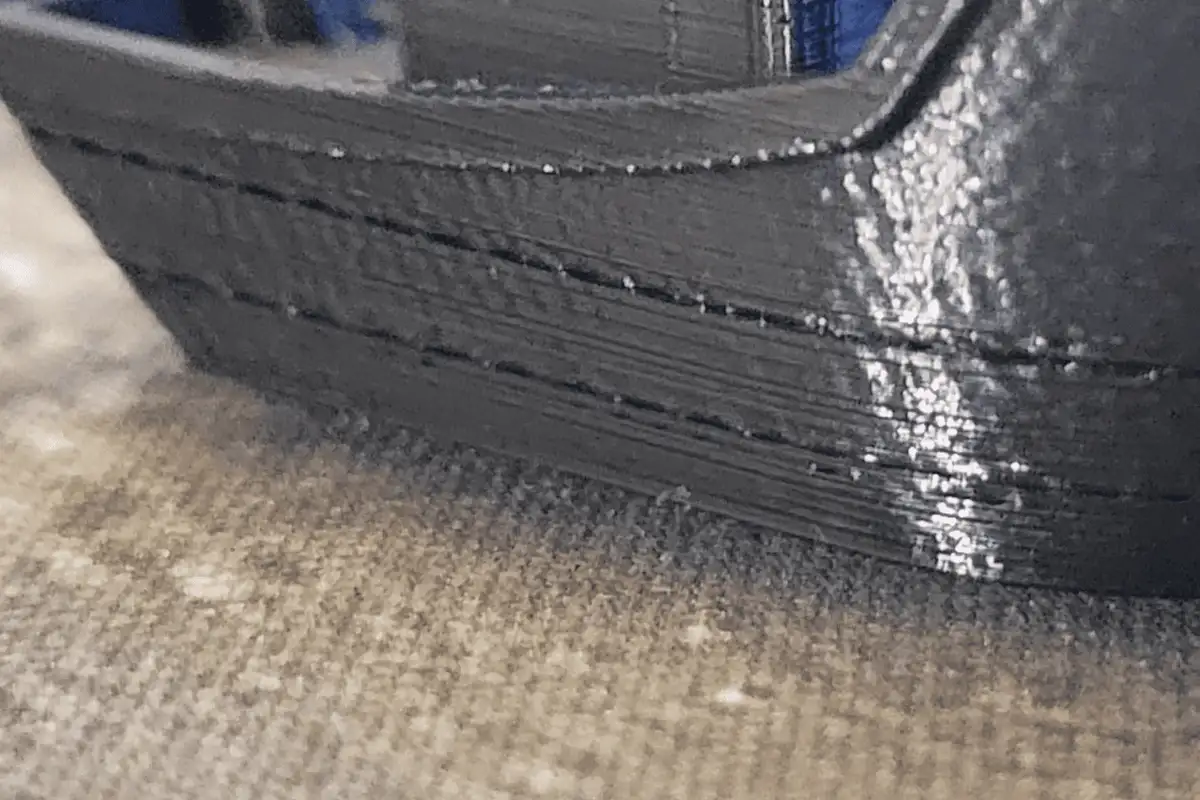
Elephant’s Foot
When the bottom layers bulge outward, your bed is running too hot or your nozzle is physically smashing the first layer down too hard. Lower your bed temperature slightly after layer one or add an elephant’s foot compensation value in your slicer.
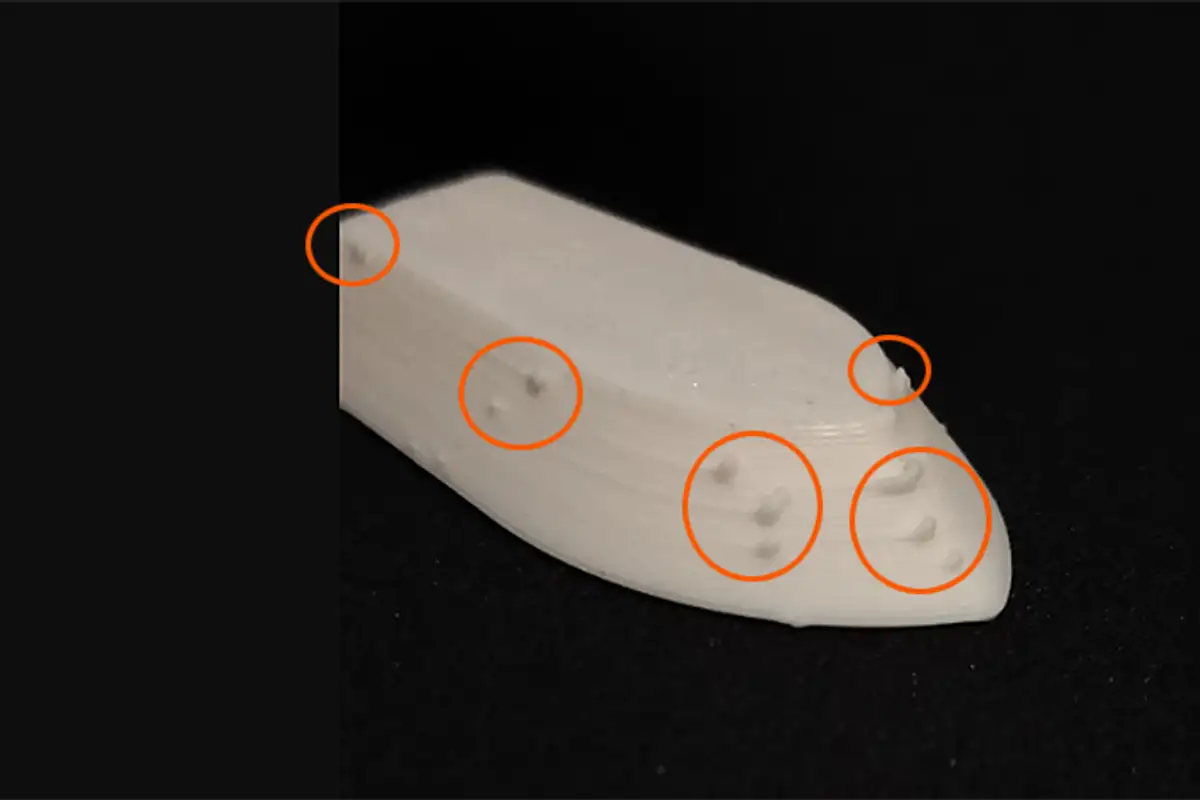
Blobs and Zits
Pimples on the surface mean moisture is boiling out of the plastic or your retraction settings are mistimed. Dry your spool thoroughly and tune your coasting parameters to relieve nozzle pressure before travel moves.
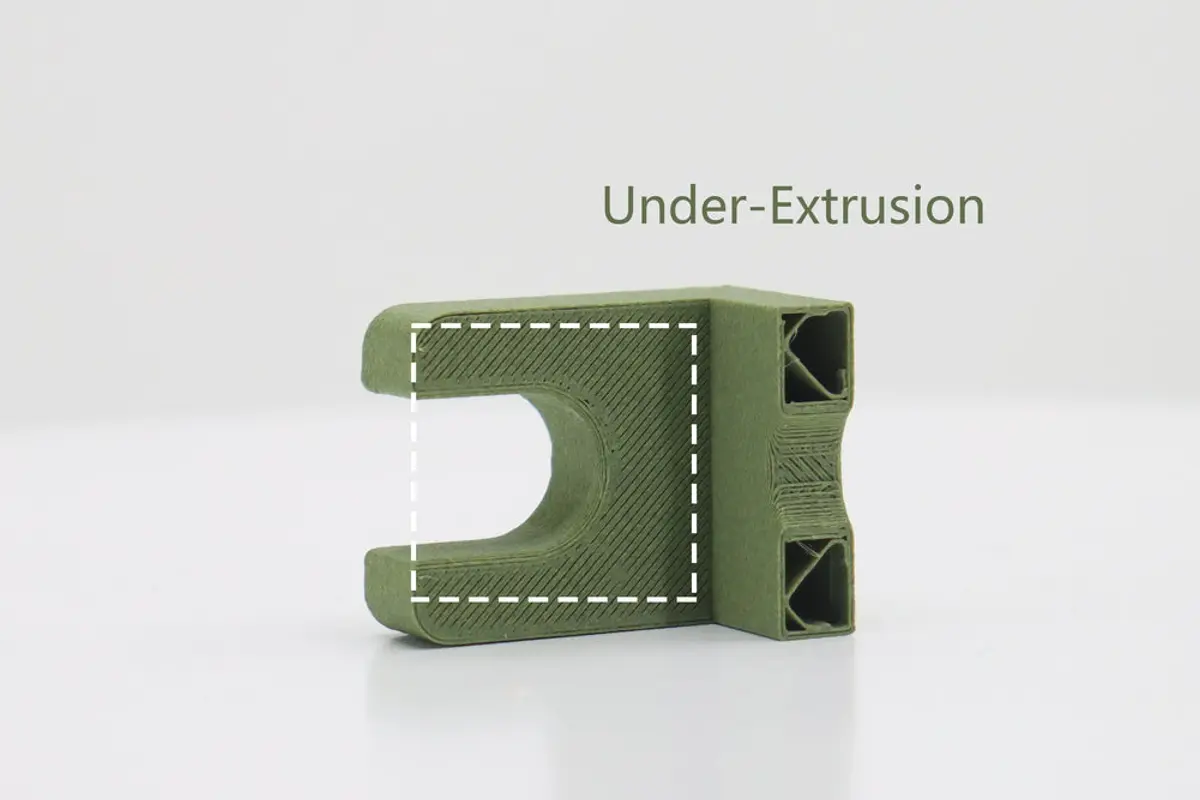
Under Extrusion
If your walls look patchy or thin, your hotend cannot melt the plastic fast enough. Clean your nozzle to remove potential nozzle clogging, check your extruder gears for debris, and reduce your print speed.

Weak Layer Bonding
If your finished part snaps easily along print lines under low load, the layers never truly fused. Increase your extrusion multiplier slightly, print slower, and maximize your print temperature within the manufacturer’s suggested limits.
ABS Filament Drying and Storage Guide
Does ABS Absorb Moisture?
Yes, it is highly hygroscopic. The polymer matrix naturally draws water molecules directly out of the surrounding atmosphere.
Signs of Wet ABS Filament
You will hear distinct popping, crackling, or hissing sounds at the hotend as trapped water turns to steam instantly. Visually, this creates a rough surface texture, voids in your walls, excessive stringing, and a dramatic loss of part strength.
Drying Temperature and Time
To fix ABS filament moisture problems, place the spool in a dedicated filament dryer or a convection oven. Bake the material at 70°C to 80°C for at least 4 to 6 hours.
Best Storage Practices
For long-term filament storage, pack your dry spools inside airtight containers or heavy-duty vacuum bags. Always include several fresh packs of silica gel or activated alumina desiccant to capture any stray moisture.
Never rely on a standard kitchen oven for drying filament unless you have verified its temperature stability with an external thermometer. Many ovens overshoot their targets wildly, which will instantly fuse your entire spool into a solid plastic brick.
Is ABS Filament Safe?
ABS Fumes Explained
Heating this material releases Styrene gas alongside ultrafine airborne particles. These emissions can cause headaches, dizziness, and irritation to the eyes and respiratory tract if ignored.
Ventilation Best Practices
Never run an ABS print in a completely sealed, unventilated room. Position your machine near an external exhaust window or hook up a dedicated ventilation duct that vents air directly outside your building.
Indoor Printing Safety
If venting outdoors is impossible, you must use an enclosed printer equipped with a heavy-duty HEPA and activated carbon filtration loop. This setup neutralizes both the airborne particles and the volatile gasses before they escape into your room.
PPE Recommendations
When managing raw chemical processing or cleaning up support materials via chemical baths, wear nitrile gloves and safety glasses. Keep a well-fitting particulate mask nearby if you handle extensive dry sanding.
ABS Filament Post-Processing Techniques

Acetone Vapor Smoothing
This technique gives prints a flawless, glossy appearance. Suspend your completed component inside a sealed container lined with paper towels soaked in liquid acetone. The evaporating fumes dissolve the outer layer lines over 10 to 30 minutes. Monitor this process constantly; over-exposure will melt fine details into a featureless puddle. Rinse the part with fresh water immediately afterward to halt the chemical reaction.
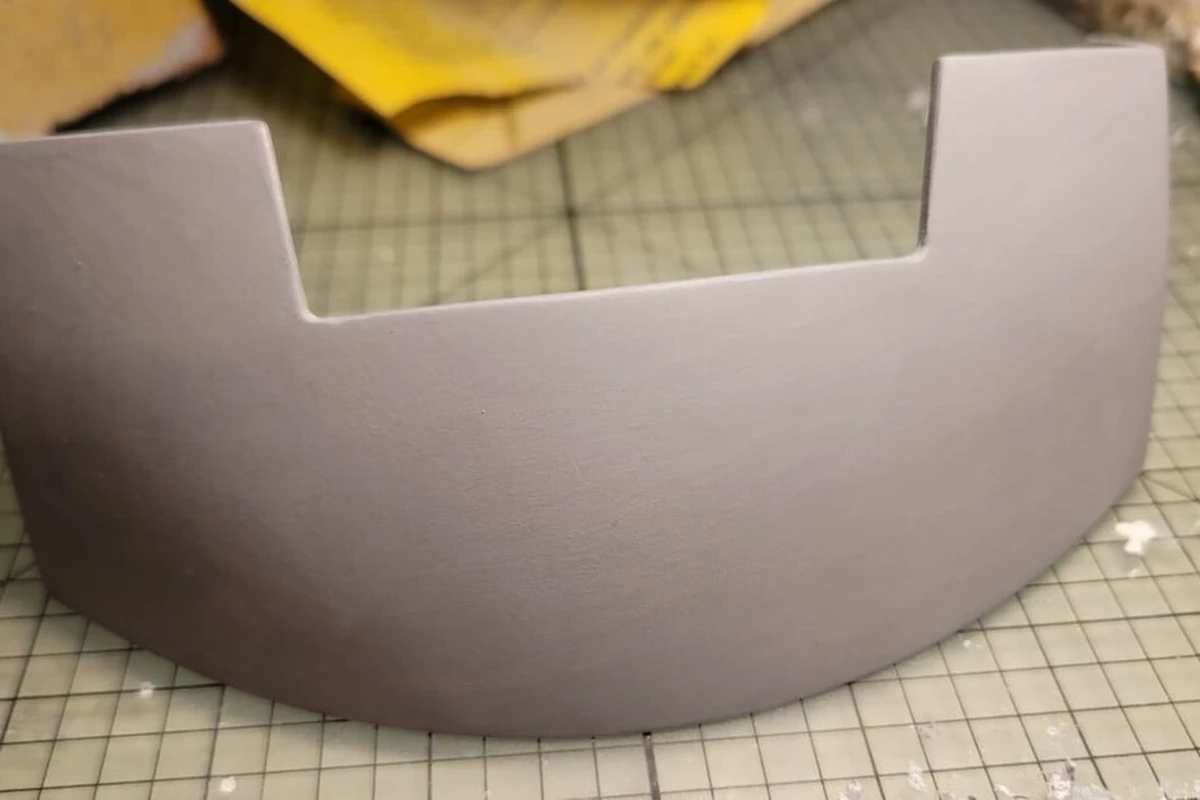
Sanding
For a matte finish or preparation for paint, start with 200-grit wet sandpaper to take down major layer lines. Gradually step up to 400, 800, and 1000-grit papers. Using water while sanding keeps the plastic cool and prevents it from softening under friction.
Priming
Apply a high-quality sandable filler primer after your initial sanding pass. The primer settles deep into any remaining micro-gaps. Once dry, give it a light sand with fine paper to create an ultra-smooth foundation.

Painting
Once primed, you can apply standard automotive paints, acrylics, or spray enamels. ABS bonds exceptionally well with paints, ensuring the finish will not flake off under normal handling conditions.
Gluing ABS Parts
To assemble massive components, use a dedicated solvent cement or create your own plastic weld by dissolving scrap filament pieces directly into a small jar of acetone. This creates a chemical bond that is just as strong as the rest of the print.
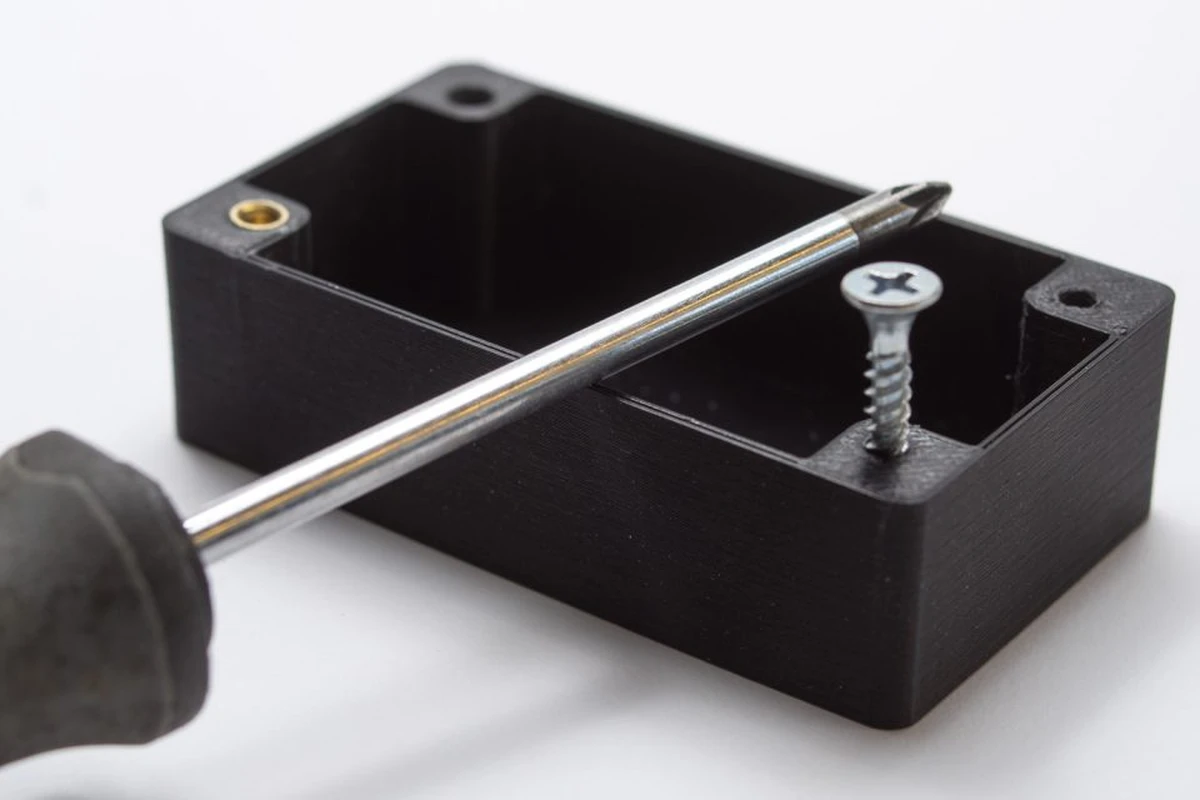
Drilling and Machining
Unlike soft plastics that melt and snag your bits, you can drill holes, tap threads for machine screws, or cut sections away with a bandsaw cleanly. Use slow tool speeds to manage heat buildup.
Best Applications of ABS Filament
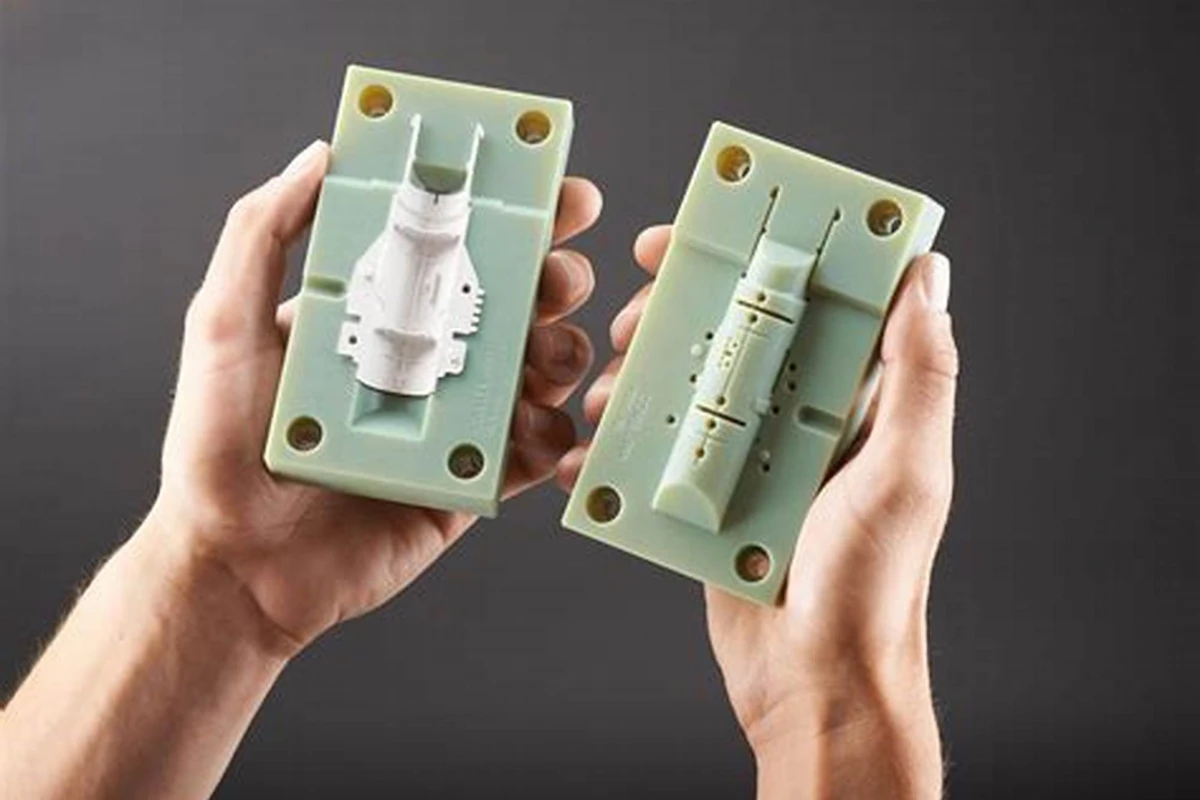
Functional Prototypes
Engineers rely on this material to create functional prototypes that undergo real-world mechanical testing. It simulates mass-produced injection-molded parts with high fidelity.

Automotive Components
From interior dashboard trim pieces, custom gauge pods, to heavy-duty sensor housings, its heat resistance prevents sagging inside cabins that routinely cross 60°C.
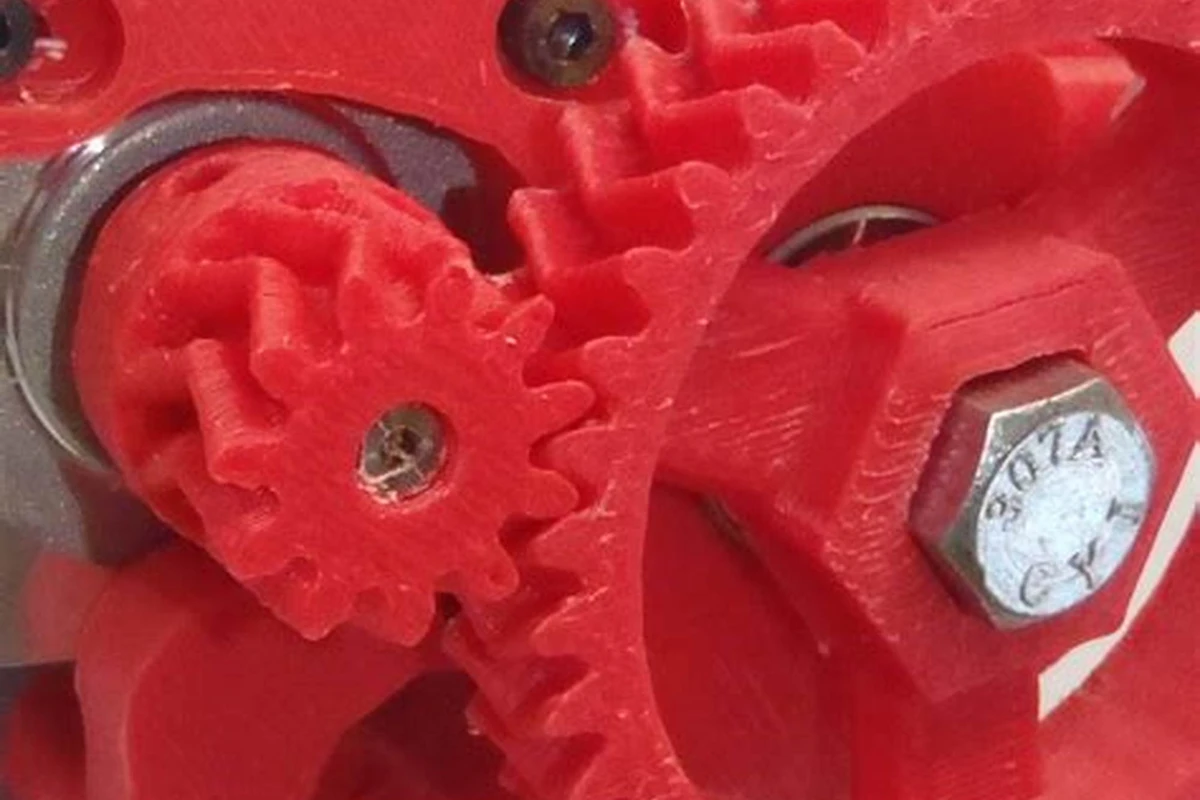
Mechanical Parts
It excels when shaped into custom gears, bushings, protective housings, and linkage arms that face constant motion and physical stress.
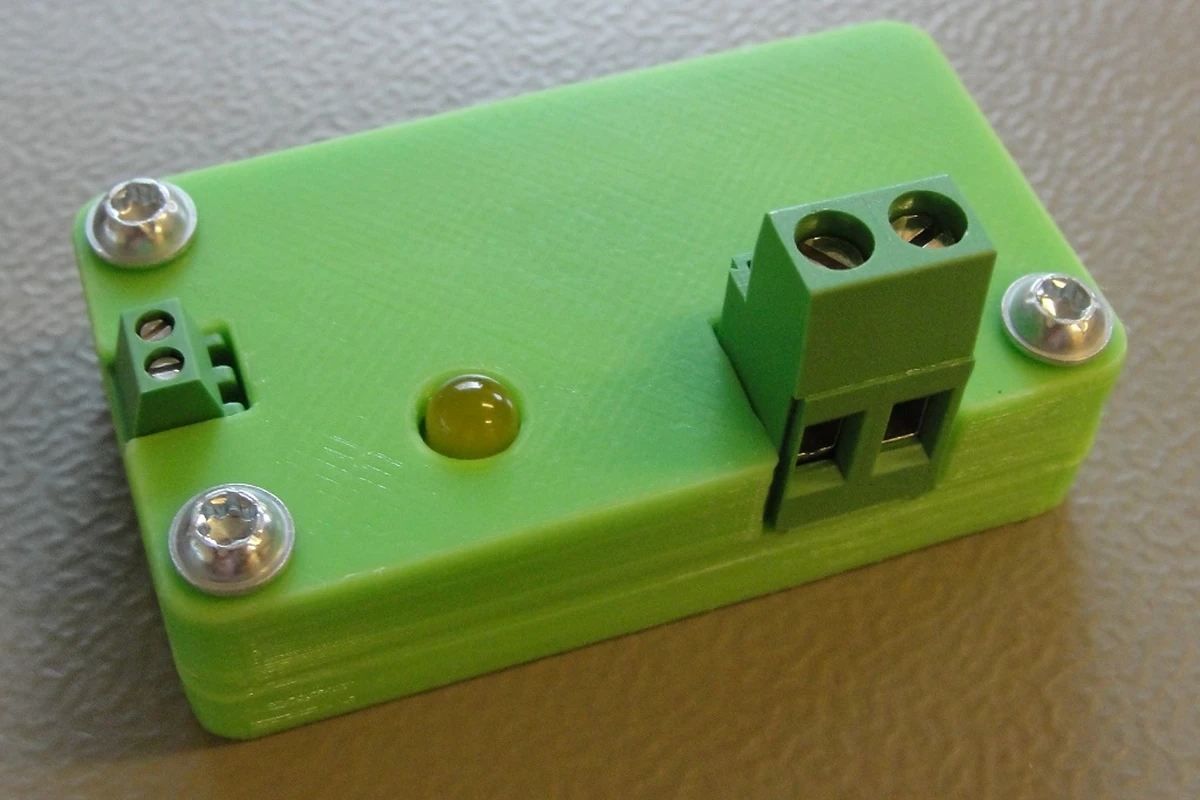
Electronic Enclosures
Its structural rigidity and natural electrical insulation make it ideal for custom junction boxes, drone frames, and protective shells for sensitive circuit boards.
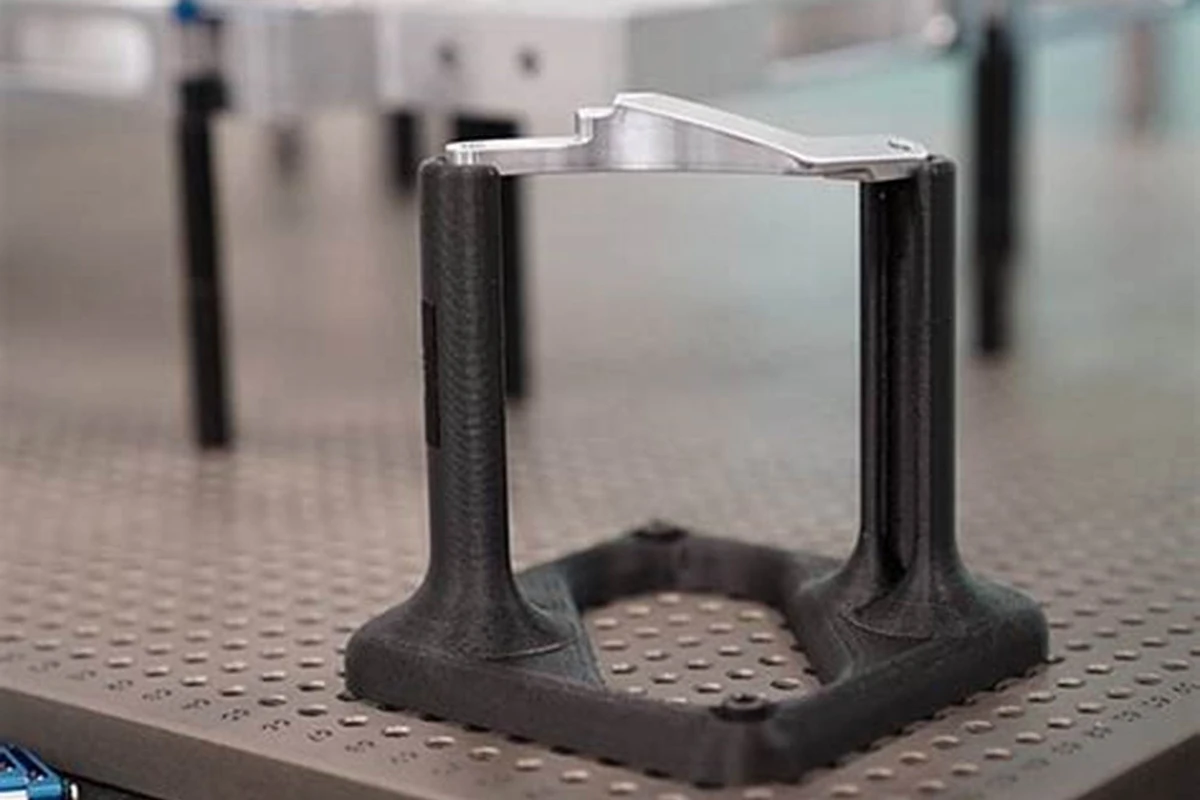
Jigs and Fixtures
Factory floors utilize this material for custom assembly aids, alignment guides, and heavy-duty drilling templates that must take daily abuse from factory operators.

Industrial Tooling
Its capacity to handle post-print machining allows shops to create specialized press-brake tooling blocks and custom soft jaws for CNC vises.

Consumer Products
Look around your room: things like computer keyboards, protective cases, and legendary LEGO bricks are made from this material due to its friendly tactile feel and longevity.

Robotics Components
Robotics builders favor the material for structural chassis components, motor mounts, and high-load gripper arms that demand impact resistance during collisions.
Related: Best Glue for PLA: Top Adhesives for Strong 3D Printed Parts in 2026
Industries That Commonly Use ABS Filament

Manufacturing
Factories use the material to print replacement components on demand, shortening down-time from weeks to hours.

Automotive
Design studios and tier-one suppliers use it to check the fitment of interior panels and build rugged manufacturing aids for the assembly line.

Aerospace
While flight-ready parts require exotic polymers, aerospace facilities rely heavily on this material for building full-scale cockpit layout mockups and ground support tools.

Consumer Electronics
Designers use it to protoype hand-held devices, remote controls, and audio equipment housings, ensuring ergonomics match performance.

Education
Advanced university engineering laboratories utilize the material to teach students real-world material limitations and mechanical design principles.

Product Design
Commercial design firms use it to bridge the gap between initial digital sketches and ready-for-tooling physical verification models.
ABS Filament Material Properties Deep Dive
Strength and Durability
The material offers exceptional tensile strength alongside high fatigue life. A properly printed part handles continuous stress without developing microscopic stress fractures over time.
Heat Resistance
Its high thermal performance ensures it handles continuous operating temperatures up to 90°C without losing its structural rigidity or changing shape.
Chemical Resistance
It handles accidental splashes of lubricating oils, greases, and household cleaning agents beautifully, ensuring its survival in messy workshop environments.
Impact Resistance
Its ability to deform elastically under sudden, violent forces allows it to bounce back from impacts that would cleanly shatter alternative materials like PLA or acrylic.
Flexibility vs Rigidity
It strikes a balanced middle ground. It is rigid enough to hold tight tolerances under load, yet flexible enough to bend slightly without snapping when dynamic forces apply.
Dimensional Stability
Once a part cools successfully inside your chamber, it retains its dimensions permanently. It will not creep, warp, or sag over months of continuous mechanical loading.
Surface Finish
The natural output has a clean, matte-to-semi-gloss appearance. Its unique chemistry permits multiple options for smoothing, chemical welding, painting, or polishing.
UV Resistance
Direct sunlight exposure degrades the material over extended periods, causing colors to fade and the plastic to turn brittle. For permanent outdoor use, a UV-resistant coating or a material switch is required.
ABS Filament vs Other 3D Printing Materials
Choosing the right material requires understanding trade-offs. Here is how it stacks up against competing options:
When choosing PLA or ABS for beginners, PLA wins on pure ease of use. It prints on open machines without odor or significant warping risk. However, PLA is brittle and softens at a mere 55°C. ABS delivers superior heat resistance, impact strength, and easier post-processing options at the expense of printing difficulty.
The PETG vs ABS strength debate focuses on impact versus flexibility. PETG is chemical-resistant, hydrophobic, and far easier to print without an enclosure. However, PETG can be intensely sticky, prone to stringing, and difficult to cleanly sand or paint. ABS offers better rigidity and vastly superior structural machining characteristics.
In the ASA vs ABS outdoor printing matchup, ASA is the clear evolution for external use. ASA matches or exceeds the mechanical properties of its predecessor but incorporates outstanding built-in UV resistance. ASA prints similarly but carries a slightly higher price tag.
Nylon offers unmatched wear resistance and flexibility, making it the king of low-friction moving gears. However, Nylon is incredibly difficult to print due to extreme moisture absorption and severe warping tendencies. ABS remains more rigid, cheaper, and vastly easier to dimensionally control.
Polycarbonate (PC) is the ultimate heavy-duty high-temperature filament, offering structural strength that eclipses almost all desktop options. However, PC requires extreme nozzle temperatures (above 300°C) and pristine thermal control. ABS offers a more approachable, cost-effective stepping stone into engineering-grade performance.
When Should You Choose ABS Filament?
Ideal Use Cases
Select this material when your component requires mechanical toughness, continuous heat exposure above 60°C, or when you intend to sand, drill, or chemically smooth the final part to a mirror finish.
When Another Material Is a Better Choice
Avoid this material if you are printing on an open-frame machine in an unventilated bedroom, if the part will sit permanently in direct sunlight, or if you need food-safe certifications.
How Lava3DP Uses ABS Filament for Production Parts
If your current workshop lacks the industrial machinery required to control this material, outsourcing to a professional 3D printing service guarantees flawless execution.
Functional Prototyping Services
Lava3DP utilizes advanced industrial additive systems to transform your concept models into high-quality ABS filament parts that are ready for aggressive mechanical testing.
Low-Volume Manufacturing
Skip the massive upfront costs of traditional injection molding tools. Lava3DP provides low-volume production runs, delivering consistent, tight-tolerance end-use parts quickly.
Custom Industrial Components
Whether you require specialized assembly line fixtures or custom electrical junction blocks, our machines deliver industrial-grade quality across every single layer line.
Quality Control and Print Inspection
Our facility employs strict quality control protocols. Every part undergoes rigorous dimensional accuracy checks and layer adhesion verification before packaging.
Industries We Serve
We support automotive restoration shops, electronics designers, heavy machinery manufacturers, and consumer goods start-ups worldwide.
Why Customers Choose Lava3DP for ABS Printing
We eliminate the headache of warping, failing layers, and toxic fumes for your team. You receive premium, structurally sound parts delivered directly to your dock without the classic hardware tuning struggle.
Other Engineering Materials Available at Lava3DP
If your project demands alternative specifications, we offer an extensive palette of alternative professional 3D printing filament options:
- PLA: Ideal for rapid visual verification, high-detail aesthetic models, and cost-effective geometric prototyping.
- PETG: The perfect selection for chemical-resistant containers, snap-fit components, and functional parts requiring mild flexibility.
- ASA: Engineered specifically for permanent outdoor use, housing components, and agricultural marine hardware.
- Nylon (PA): Exceptional for low-friction mechanical gears, high-wear sliders, and structural hinges.
- Polycarbonate (PC): Chosen for top-tier structural strength, extreme thermal resistance, and high-load industrial applications.
- Carbon Fiber-Reinforced Filaments: Ultra-lightweight material options that deliver extreme rigidity and minimal thermal expansion.
- TPU: Flexible, rubber-like formulations perfect for custom gaskets, dampening mounts, and protective bumpers.
- PEEK and High-Performance Materials: Aerospace-grade options for the most extreme thermal, chemical, and structural environments imaginable.
How to Order Custom ABS 3D Printed Parts from Lava3DP
Upload Your CAD File
Visit the Lava3DP online portal. Securely drop your STEP, IGES, or STL design files directly into our processing engine.
Receive an Instant Quote
Our automated configuration platform analyzes your part geometry, calculates volume material needs, and delivers a transparent price breakdown instantly.
Material Selection Assistance
Unsure if standard ABS or an alternative blend fits your exact use case? Our engineering team reviews your design constraints to assist you in selecting the ideal polymer.
Production and Quality Assurance
Once approved, your parts enter production on our finely calibrated industrial printers. Our operators monitor the thermal chamber environment closely from layer one to final cooling.
Worldwide Delivery
We package your completed components safely and dispatch them directly to your facility, complete with tracking and full quality reports.
Ready to Manufacture Your ABS Parts?
Upload your CAD file today and receive instant pricing, expert engineering support, fast production, and worldwide delivery.
Get an Instant Quote →ABS Filament Buying Guide
Diameter Options (1.75 mm vs 2.85 mm)
1.75 mm is the dominant modern standard, offering superior control and wider hardware compatibility. 2.85 mm is generally reserved for specialized industrial systems requiring massive extrusion volumes.
Choosing the Right Brand
Avoid generic, unbranded discount spools. Invest in premium ABS filament lines from established brands like Polymaker, Fillamentum, or FormFutura, who guarantee uniform diameter consistency.
Color and Finish Options
While raw material is naturally translucent ivory, you can buy ABS filament online in a massive array of colors, ranging from deep matte blacks to fluorescent safety oranges.
Quality Indicators
Look for spools that arrive perfectly wound without crisscrossed lines, packed inside thick vacuum-sealed bags with high-capacity desiccant pouches inside.
Price vs Performance
Cheap spools introduce impurities that cause unpredictable melting profiles and frequent nozzle jams. Spending a few extra dollars on high-quality rolls saves hours of troubleshooting and failed print waste.
Related: 10 Best Resin 3D Printers in 2026: Tested Picks for Every Budget
Expert Tips for Better ABS Prints
Maintain a Stable Print Environment
Drafts are your absolute enemy. Even a minor breeze from a passing person can ruin a long print. Double-check that your machine enclosure remains sealed tight during operations.
Optimize Bed Adhesion
When standard clean sheets fail, use a homemade ABS slurry (dissolving scrap print lines directly into fresh acetone) and brush it across your build surface. It creates an unbreakable bond during printing.
Reduce Internal Stress
Keep your layer height below 50% of your nozzle diameter. Thinner layers compress tightly, maximizing surface area fusion and reducing the internal contraction forces that trigger mid-layer splitting.
Use Dry Filament Every Time
Make it a habit to transfer your spool straight from your drying oven directly into an airtight dry-box system connected to your extruder. Never let it sit open on your workspace overnight.
Fine-Tune Retraction and Cooling
Run dedicated calibration towers for every fresh brand of material you buy. Pinpointing your exact sweet spot between low fan speeds and swift retraction speeds eliminates post-print cleanup labor entirely.
Final Verdict: Is ABS Filament the Right Choice for Your 3D Printing Projects?
Who Should Use ABS Filament?
This material is tailored for advanced makers, designers, and industrial engineers who possess enclosed, high-temperature machinery and require structural durability alongside straightforward post-print machining options.
When to Choose an Alternative Material
If you work out of a small, unventilated apartment, use an entry-level open-frame printer, or need quick cosmetic models, stick with PLA or PETG to enjoy a seamless, stress-free printing experience.
Key Takeaways Before You Start Printing
- An enclosed printing chamber is non-negotiable for large components.
- Active ventilation or carbon filtration is mandatory for your safety.
- Always dry your filament rolls to avoid internal structural defects.
- Leverage acetone vapor smoothing to create professional, injection-molded surface finishes.
Frequently Asked Questions
It depends entirely on your project requirements. PLA is superior for crisp visual models and ease of printing. ABS is significantly better for structural strength, high heat resistance, and components that require active machining or chemical smoothing.
ABS offers greater structural rigidity and handles higher continuous temperatures than PETG. However, PETG is more flexible, impact-absorbent, and significantly more chemical and weather-resistant without requiring an enclosed printing setup.
The primary downsides include its intense tendency to warp or crack due to thermal contraction, its release of unpleasant and toxic fumes during extrusion, its high moisture sensitivity, and the strict requirement for an enclosed printer with a high-temperature heated bed.
It is used to fabricate durable functional parts, automotive interior components, custom electronics enclosures, manufacturing jigs and fixtures, protective casings, and functional mechanical prototypes that undergo rigorous real-world structural testing.
For optimal results, configure your hotend nozzle temperature between 230°C and 250°C, and maintain your heated bed temperature firmly between 100°C and 110°C within a warm, enclosed environment.
Warping occurs due to thermal contraction. As the molten plastic leaves the nozzle and cools to room temperature, it naturally shrinks by 1% to 2%. If this cooling process happens too quickly or unevenly, the resulting internal stress pulls the corners of the part upward off the build plate.