
Master 3D printing with our definitive PLA filament guide at LAVA3dp. Learn about types, precise print settings, uses, and fixes for common errors to optimize your 3D prints. Read on to master your printer!
What Is PLA Filament?
What Does PLA Stand For?
PLA filament stands for polylactic acid filament, which is the cornerstone material of modern desktop 3D printing. If you have ever operated a filament-based 3D printer, you have almost certainly loaded a filament spool of this exact material into your machine. It serves as the baseline standard against which all other 3D printing consumables are measured.
What Is PLA Filament Made Of?
When looking at what is PLA filament at its chemical core, it is a thermoplastic polyester. Unlike petroleum-based plastics, PLA filament made of fermented plant starches extracted from renewable resources like corn, cassava, sugarcane, or sugar beet pulp. This biological base gives the material its distinct, non-toxic footprint and makes it a highly desirable eco friendly 3D printing filament for home, office, and classroom environments.
Why PLA Is the Most Popular 3D Printing Material
The explosive growth of PLA filament 3d printing stems from its unmatched forgiveness during the extrusion process. It requires lower melting temperatures than alternatives, exhibits virtually no thermal shrinkage, and does not require a closed printer chamber. For anyone seeking a good PLA filament experience, the material provides immediate gratification with sharp details and minimal configuration headaches. PLA filament is the definitive FDM 3d printing material for beginners.
How PLA Filament Is Manufactured
The production of polylactic acid (PLA) begins with renewable agricultural feedstocks such as corn, sugarcane, or cassava. The starch extracted from these crops is hydrolyzed into dextrose using enzymes. Through microbial fermentation, the dextrose is converted into lactic acid. The lactic acid is then processed into lactide monomers, which undergo ring-opening polymerization to produce high-molecular-weight PLA resin. The resin is pelletized into PLA pellets and can subsequently be dried and extruded into PLA filament for 3D printing applications.

Manufacturers dry these pellets, mix in color pigments or performance additives, and feed them into an extruder. The melted resin is pushed through a precision die, rapidly cooled in water baths, monitored by laser micrometers to ensure accurate filament diameter consistency, and wound directly onto a filament spool.

How PLA Filament Works in FDM 3D Printing
How PLA Melts and Solidifies
In fused deposition modeling (FDM), your 3d printer PLA filament moves through a heated extruder via drive gears. As the cold filament enters the hotend, it transitions from a solid state into a viscous melt within the heater block zone. The printer pushes this liquid plastic out of the nozzle tip. The extruded bead is deposited onto the build platform, where it rapidly drops below its glass transition temperature and solidifies to form a permanent layer bond.
Why PLA Is Easy to Print
The secret to its ease of use lies in its thermal behavior. It transitions cleanly between solid and liquid states over a relatively low temperature band. Because its thermal expansion coefficient is remarkably low, the layers do not contract aggressively as they cool. This minimizes internal stresses, preventing the corners of your object from lifting off the build plate.
Compatible 3D Printers for PLA Filament
Practically every desktop FDM system on the market handles PLA material effortlessly. Whether you are using an open-frame DIY machine or an enclosed modern coreXY system, this material is fully compatible.
- PLA filament for Bambu Lab machines utilizes high-flow capabilities to match extreme acceleration speeds.
- PLA filament for Creality printers runs perfectly on standard brass nozzles and basic bowden extruders.
- PLA filament for Prusa systems thrives on open-air designs with precise direct-drive toolheads.
- PLA filament for Anycubic hardware benefits from the material’s accommodating flow tolerances.
Related: Is PLA Food Safe? The Complete 2026 Guide
PLA Filament Properties and Technical Specifications
Mechanical Properties
While praised for its stiffness, PLA material properties reveal a rigid but brittle profile. It delivers high tensile strength under static loads, meaning it can hold significant weight without stretching. However, its impact resistance is minimal. Under sudden shocks or drops, it snaps rather than flexing.
Thermal Properties
The material exhibits limited heat resistance. With a glass transition temperature sitting between 55°C and 60°C, it softens rapidly under moderate heat. It will warp or sag if left inside a hot car on a summer afternoon, rendering it unsuitable for mechanical parts exposed to sustained warmth.
Chemical Resistance
Polylactic acid resists polar solvents like oils, greases, and aliphatic hydrocarbons. However, it degrades when exposed to strong acids, alkalis, and ketones. It can be chemically smoothed or dissolved using specialized solvents like tetrahydrofuran (THF) or ethyl acetate, though it remains unaffected by common acetone.
Surface Finish and Print Quality
The aesthetic fidelity of PLA plastic 3d printing remains unmatched. It replicates intricate geometric details, sharp overhanging perimeters, and fine text with remarkable clarity. The material naturally hardens into a glossy, vibrant finish that masks layer lines more effectively than alternative industrial polymers.
Environmental Impact and Biodegradability
Biodegradable PLA filament’s breakdown requires specific conditions. It is not home-compostable. You cannot throw failed prints into your backyard garden and expect them to disappear. It requires industrial composting facilities where sustained temperatures above 60°C and specialized microbial cultures break the polymer down into water, carbon dioxide, and biomass within a few months.
Advantages of PLA Filament
Beginner-Friendly Printing
The absolute lack of configuration frustration makes PLA the ultimate filament benchmark. It does not require complex enclosure heating, advanced bed leveling algorithms, or hyper-specific retraction tuning to achieve an excellent first layer.
Excellent Surface Finish
Whether creating architectural miniatures or artistic busts, the natural flow properties yield clean perimeters. Layer stacking is incredibly uniform, providing a professional look straight off the build surface without tedious post-processing.
Low Warping
Thermal contraction is the enemy of 3D printing. Because this material contracts less than 1% during cooling, you can print large, flat-bottomed structures without worrying about the corners pulling away from the bed.
Minimal Printing Odor
Unlike petroleum-derived materials that release pungent, toxic volatile organic compounds (VOCs), heating this plant-based polymer generates a sweet, non-offensive aroma resembling maple syrup or toasted corn.
Wide Color and Material Selection
Because the base resin is naturally transparent and highly receptive to additives, consumers enjoy an infinite palette. You can source every imaginable hue, translucent varieties, and specialized composites infused with foreign particles.
Related: Best Glue for PLA: Top Adhesives for Strong 3D Printed Parts in 2026
Limitations of PLA Filament
Low Heat Resistance
You cannot use standard formulations for functional components exposed to heat. Items like dishwasher-safe kitchenware, coffee mug holders, or outdoor electrical housings will deform under normal operational temperatures.
Brittleness Compared to Other Filaments
The material lacks structural elasticity. When pushed past its mechanical yield point, it fractures catastrophically without warning, making it a poor choice for structural brackets or high-impact functional tools.
Outdoor Durability
Extended outdoor exposure leads to premature degradation. Ultraviolet (UV) radiation from sunlight breaks down the molecular bonds, making the plastic incredibly brittle, while seasonal temperature swings can cause structural warping.
Moisture Absorption
Despite its stable appearance, PLA filament moisture absorption is a persistent issue. It is hygroscopic, meaning it constantly pulls water molecules from the surrounding air into its polymer matrix, leading to processing defects over time.
Food Safety Considerations
While raw polylactic acid is biologically inert, the final product often contains chemical colorants and stabilizing additives. Furthermore, the FDM printing process leaves microscopic gaps between layers where bacteria can hide and multiply, meaning food safe PLA filament prints don’t exist.
Different Types of PLA Filament
Standard PLA
The reliable workhorse of the industry. Standard PLA filament offers no fancy additives—just pure, predictable performance for general prototyping and everyday cosmetic prints at an affordable price point.

PLA Plus (PLA+)
When examining PLA vs PLA Plus, the latter introduces impact modifiers and specialized resins. PLA Plus filament provides superior impact resistance, less brittleness, and a wider printing temperature window, making it suitable for light mechanical applications.
Silk PLA
By blending standard polymers with specialized elastomers or polyester additives, silk PLA filament yields an incredibly shiny, metallic-looking exterior that scatters light beautifully and hides layer lines completely.
Matte PLA
Perfect for hiding imperfections, matte PLA filament uses texturing agents to eliminate the natural glossy reflection of the plastic, producing an elegant, velvety surface finish that mimics injection-molded parts.

Tough PLA
Engineered specifically to compete with industrial plastics, this variation mimics the impact performance and durability of ABS while retaining the easy printing characteristics of standard polylactic acid.
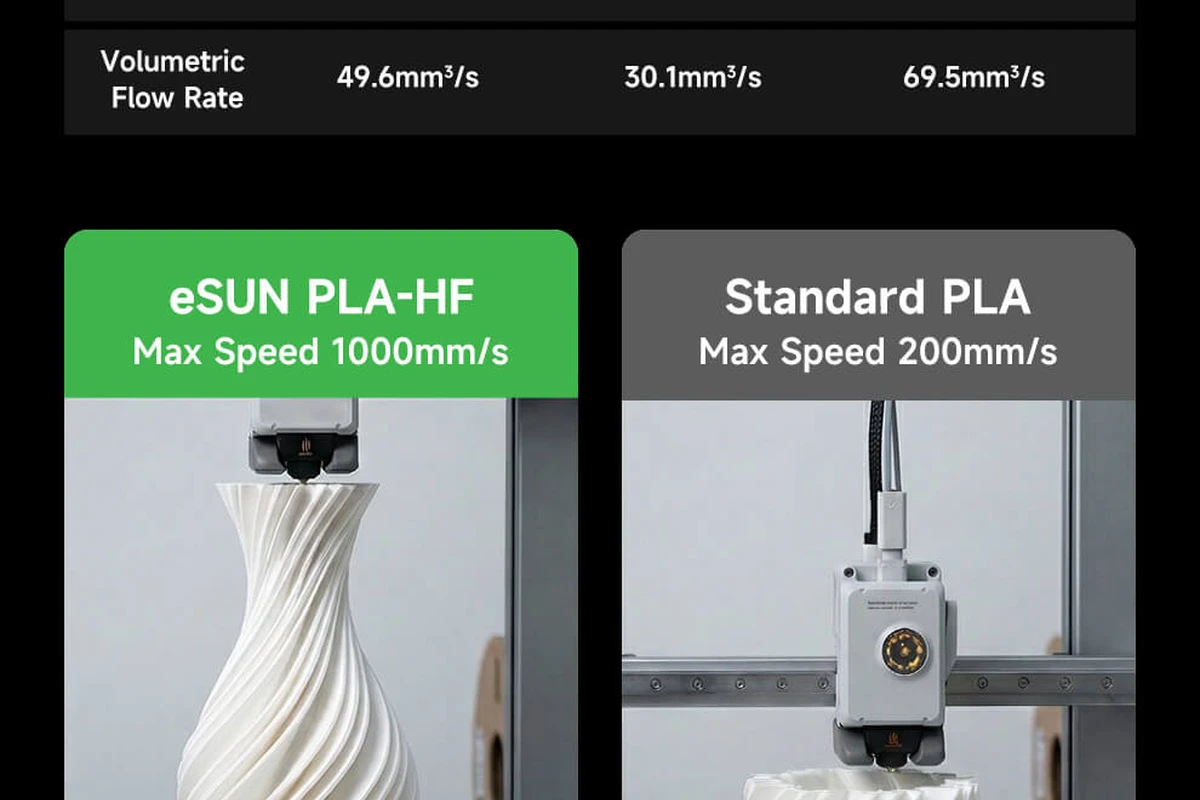
High-Speed PLA
Formulated with an advanced melt flow index, this variant liquefies quickly and cools down rapidly. It is engineered specifically to keep pace with the hyper-fast volumetric extrusion demands of modern high-speed 3D printers.

Wood-Filled PLA
Infused with roughly 15% to 30% actual wood fibers, wood-filled PLA yields parts that smell, look, and feel like real carved wood. The finished objects can even be sanded, stained, and treated like genuine timber.

Carbon Fiber PLA
By embedding tiny chopped carbon fiber strands into the resin, carbon fiber PLA creates parts with extreme rigidity and dimensional stability. It looks striking but requires a hardened steel nozzle due to its abrasive nature.
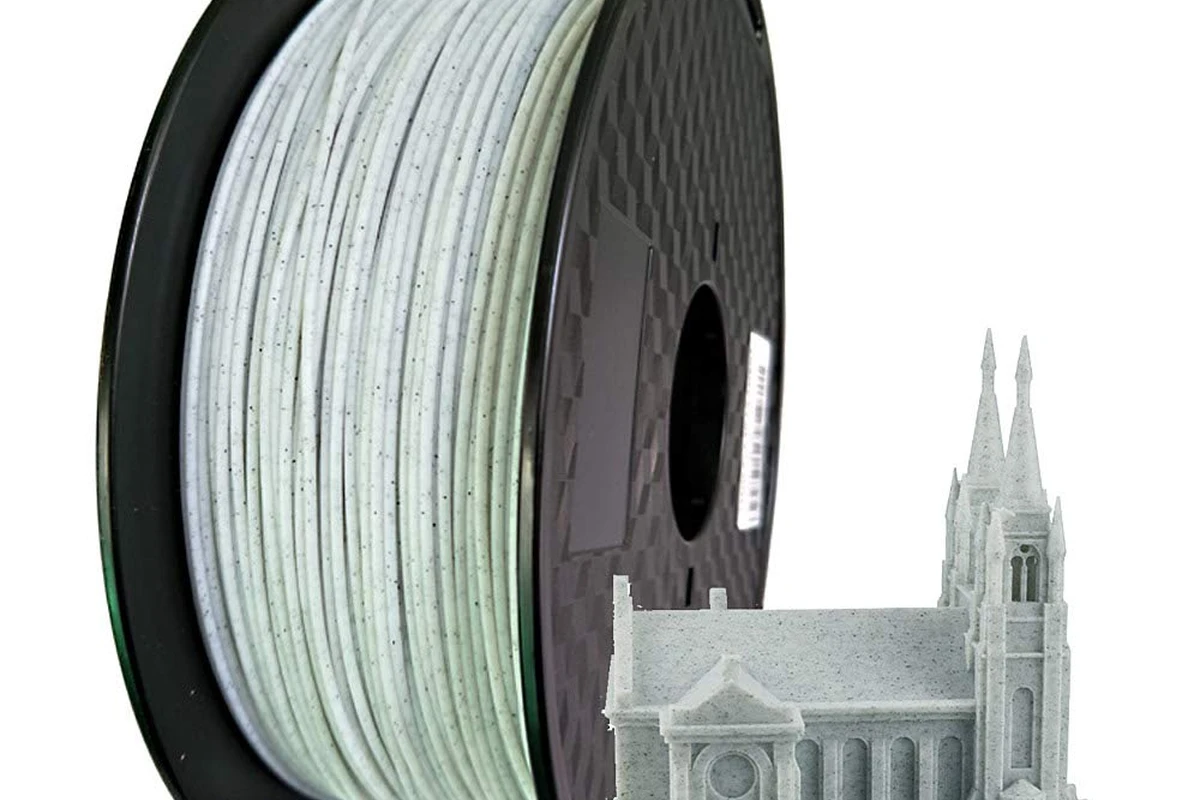
Marble PLA
This material mixes dark speckles into a light-colored, opaque base resin. It creates parts that look identical to polished natural stone or marble, completely masking any visible layer lines.

Glow-in-the-Dark PLA
Compounded with phosphorescent materials like strontium aluminate, this filament absorbs ambient light and glows brightly in darkness. Like carbon fiber, these embedded particles are highly abrasive to brass nozzles.

Rainbow PLA
Featuring gradual, continuous color transitions along the length of the strand, rainbow PLA filament produces multi-colored prints that shift hues seamlessly from the bottom layer to the top.

Metallic PLA
By adding fine metallic glitter or actual metal powders, this formulation mimics materials like bronze, copper, brass, or aluminum, providing a weighty, authentic metallic luster after a light polish.
PLA Filament Sizes and Diameters
1.75 mm PLA
This is the modern industry standard. PLA filament 1.75 mm is compatible with the vast majority of consumer 3D printers, allowing for precise extrusion control, flexible feeding, and widespread availability.
2.85 mm PLA
Historically utilized by older industrial platforms, PLA filament 2.85 mm remains active on select systems like older Ultimaker machines. It offers a stiffer strand that can be advantageous for long bowden tube setups.

Which Diameter Should You Choose?
You must choose the exact size your printer’s hardware is designed for. A 1.75 mm machine cannot physically drive or melt a 2.85 mm strand, and vice versa. Always check your printer manual before purchasing.
Recommended PLA Print Settings
| Parameter | Recommended Range | Optimal Starting Point |
|---|---|---|
| Nozzle Temperature | 190°C – 220°C | 210°C |
| Heated Bed Temperature | 45°C – 60°C | 55°C |
| Print Speed | 50 mm/s – 300+ mm/s | 60 mm/s (Standard) |
| Cooling Fan Speed | 100% | 100% (After layer 2) |
| Retraction Distance | 1.0 mm – 6.0 mm | 1.0 mm (Direct), 5.0 mm (Bowden) |
Nozzle Temperature
Finding the best nozzle temperature for PLA requires balancing flow rate and stringing. While it melts as low as 180°C, modern fast machines require a higher PLA filament temperature or PLA printing temperature near 210°C to ensure the polymer liquefies fast enough to avoid under-extrusion.
Heated Bed Temperature
A heated bed is not strictly mandatory, but setting it between 50°C and 60°C vastly improves first layer adhesion. Keeping the platform slightly below the plastic’s glass transition temperature prevents the print base from releasing prematurely.
Print Speed
On standard desktop configurations, a print speed of 50 to 100 mm/s delivers high-quality results. If you are operating a modern high-speed system with an optimized PLA print settings profile, you can push past 300 mm/s using high-flow variants.
Cooling Fan Settings
Always run your part cooling fan at 100% power after the first two layers are down. Rapid cooling is critical to bridging gaps, navigating steep overhanging walls, and ensuring fine features do not turn into a slumped, melted blob.
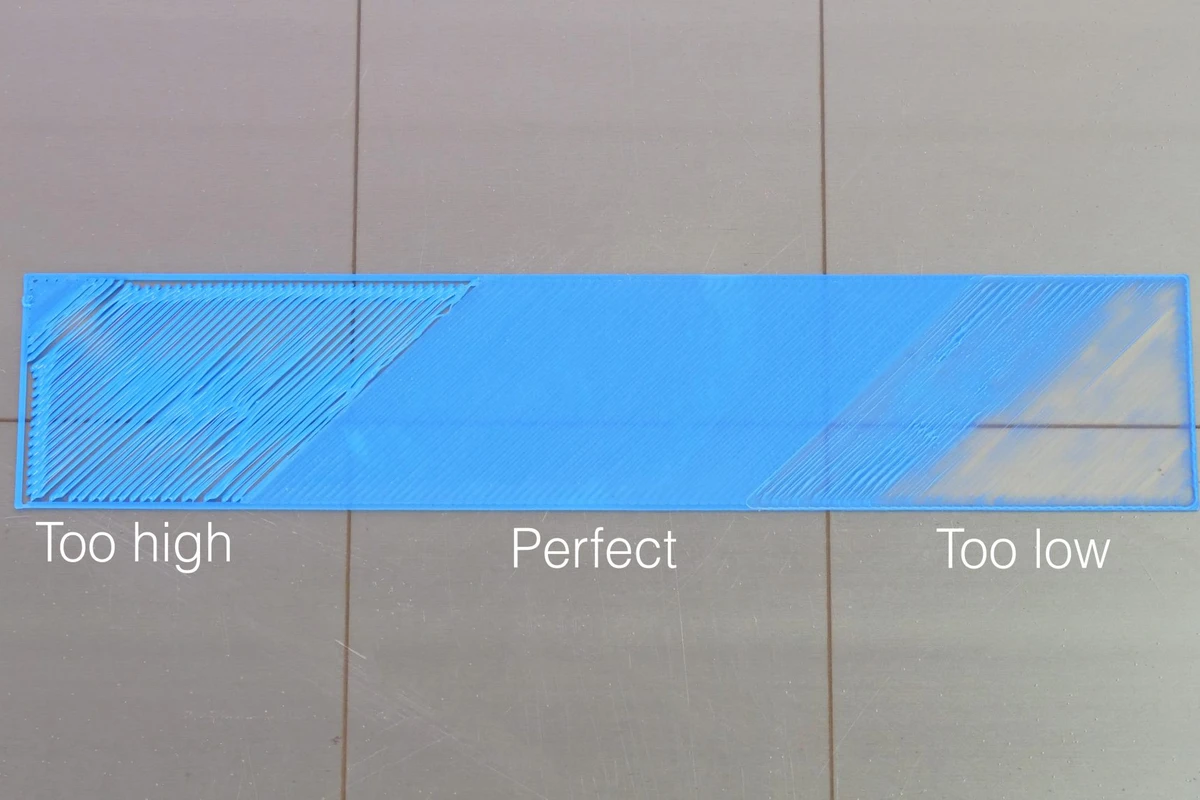
Layer Height
For standard 0.4 mm nozzles, keep your layer height between 0.12 mm for high-resolution details and 0.28 mm for fast drafts. An optimal middle ground for structural integrity and visual quality is 0.20 mm.
Retraction Settings
To stop unwanted oozing, fine-tune your travel retraction. Direct-drive configurations need short distances (0.8 mm to 1.5 mm), while long Bowden setups require longer pullbacks (4.0 mm to 6.0 mm) to relieve pressure inside the hotend.
Build Plate Adhesion Tips
Ensure your build plate is completely free of finger oils by scrubbing it with isopropyl alcohol (IPA). For complex geometries with small contact footprints, adjust your slicing software to generate a “brim” to widen the base attachment zone.
Related: Filament Dryers for PLA, PETG, ABS, TPU, and Nylon (2026 Guide)
Best Build Surfaces for PLA Printing
PEI Sheets
Polyetherimide (PEI) sheets are the premier choice. Whether smooth or textured, a heated PEI sheet grips the hot plastic firmly without adhesives and releases the model effortlessly once cooled.

Glass Beds
Carborundum glass offers an incredibly flat surface and leaves a mirror-like finish on the bottom of your model. It requires proper thermal heating to maintain grip during long operations.
Textured Plates
Textured powder-coated plates provide a rugged, matte look to the print’s first layer while hiding minor bed-leveling calibration inconsistencies.

Build Adhesives
If you encounter stubborn lifting issues, a light layer of polyvinyl acetate (PVA) glue stick, specialized 3D printing bed spray, or blue painter’s tape can provide an extra physical grip layer.
PLA Filament Drying and Storage Guide
Does PLA Absorb Moisture?
Yes. It is naturally hygroscopic. When exposed to ambient air, water molecules slip into the polymer chains, leading to structural degradation and severe printing flaws over time.
Signs of Wet PLA
You can identify water contamination by listening for audible popping or sizzling sounds at the nozzle tip during extrusion. Visually, wet material leads to excessive stringing, surface micro-bubbles, brittle strands, and weak interlayer bonds.
How to Dry PLA Filament
Executing proper PLA filament drying requires gentle, controlled heat below the material’s softening threshold. Place the spool into a dedicated filament dryer or a food dehydrator set to 45°C–50°C for roughly 4 to 6 hours. Never use a standard kitchen oven, as its uneven heating profiles can easily melt the entire spool into a solid plastic block.
Best Storage Methods
For long-term spool storage, seal your material away immediately after use. Use a heavy-duty filament vacuum bag or an airtight storage box packed with active silica gel desiccant packs to pull any residual moisture out of the air.
Recommended Humidity Levels
Keep your filament storage environments below 20% relative humidity. Monitoring your dry boxes with an inexpensive digital hygrometer ensures your materials stay bone dry and ready to print.
Common PLA Printing Problems and Solutions
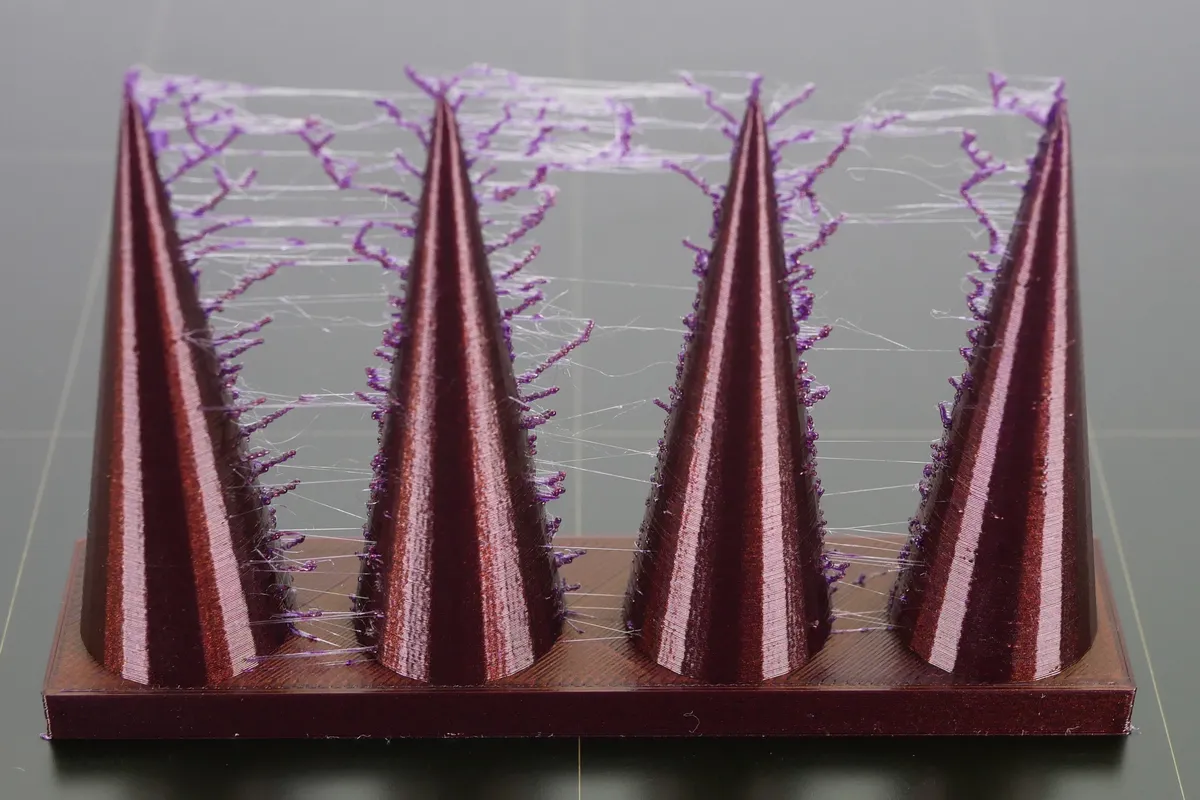
Stringing
If you notice fine, cobweb-like plastic hairs trailing across your print, apply a PLA stringing fix. Lower your hotend temperature by 5°C, increase your retraction speed, or adjust your travel speed within your Cura PLA settings or PrusaSlicer PLA profile.

Poor Bed Adhesion
When prints detach mid-way through a job, correct your PLA bed adhesion. Clean the plate with dish soap and warm water, relevel your print bed, or lower your z-offset to give the first layer a proper “squish.”
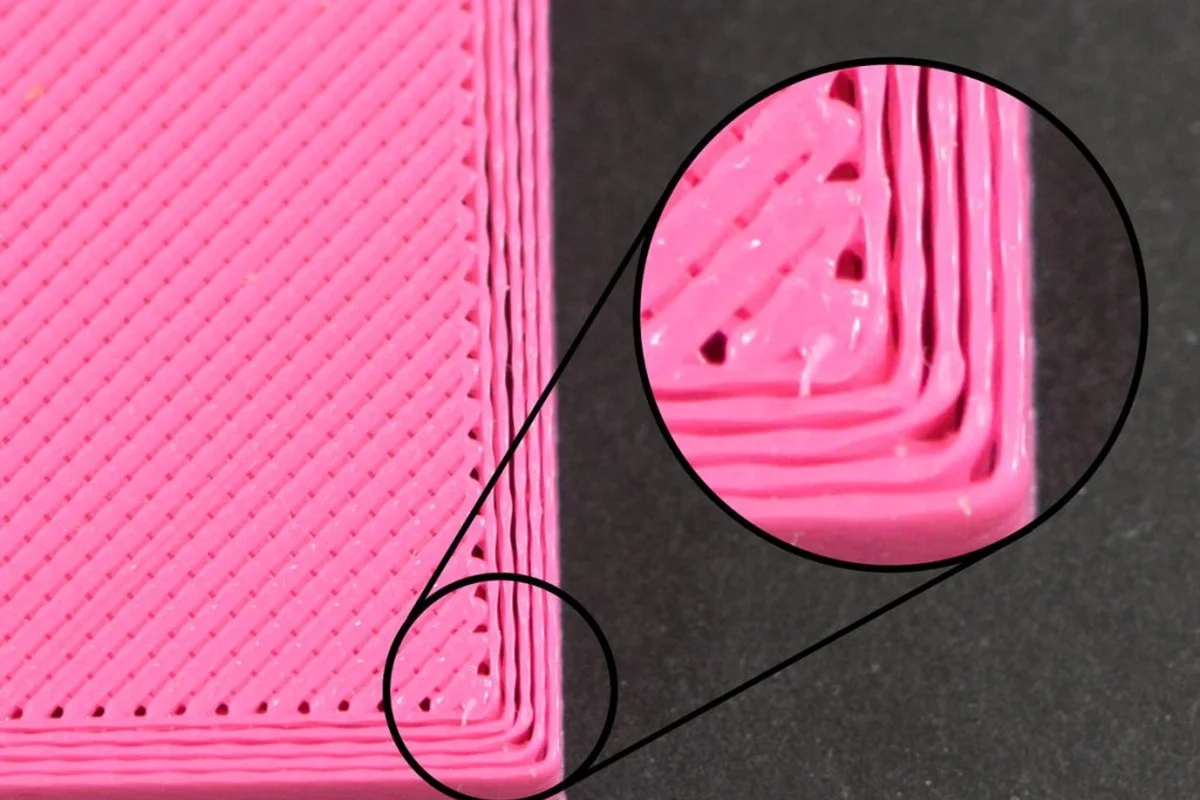
Warping
If the outer corners of a flat print curl upwards, turn down your part cooling fan for the first three layers, eliminate any cool room drafts, or increase your heated bed temperature by 5°C.
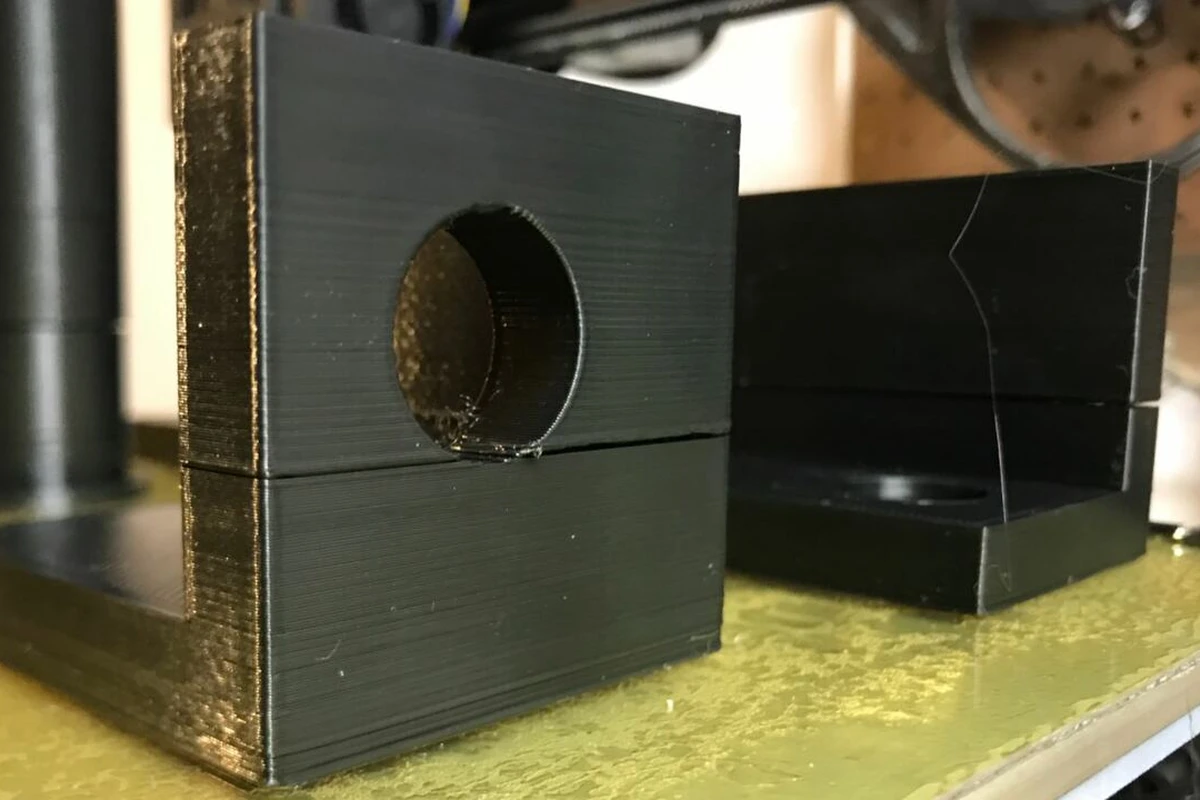
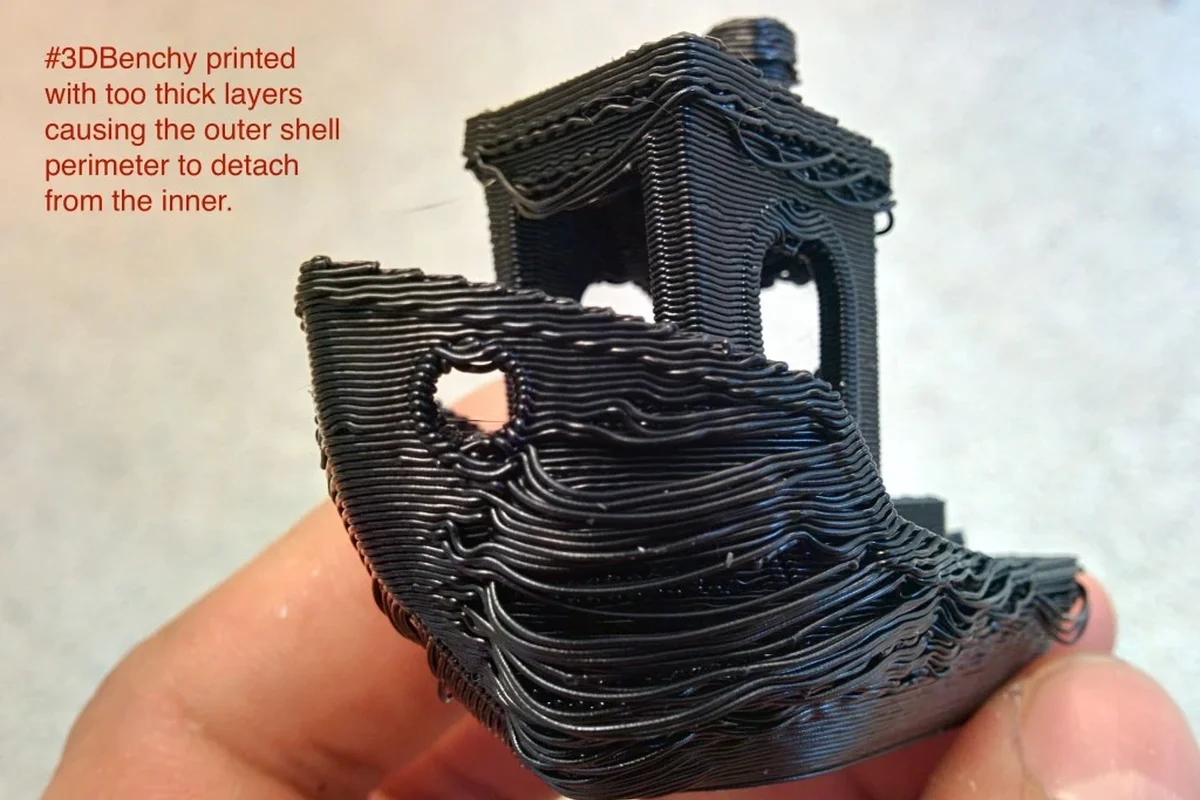
Layer Separation
Split lines between layers mean the plastic is not melting together properly. Fix this by raising your hotend temperature, turning down the cooling fan speed slightly, or decreasing your print speed.
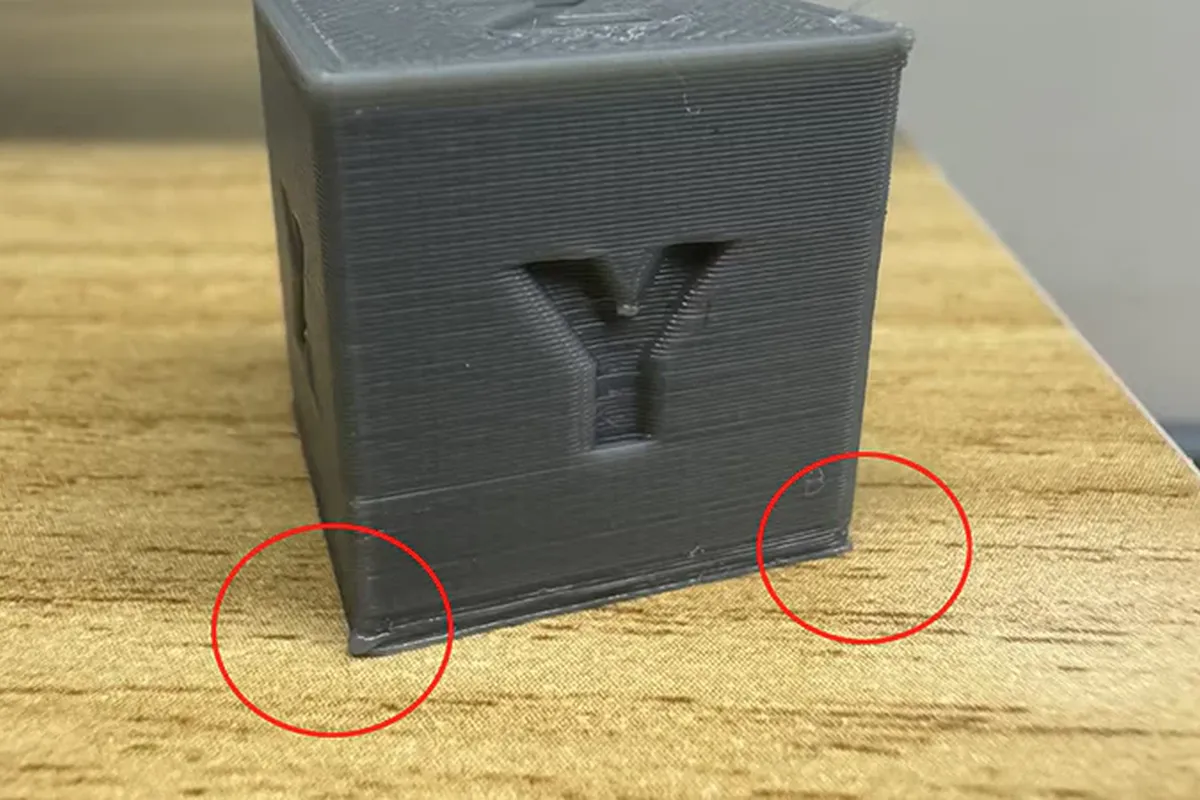
Elephant’s Foot
This defect occurs when the bottom layers bulge outward due to excessive bed heat or too much downward physical squish. Lower your bed temperature slightly or adjust the initial layer expansion settings in your slicer.
Under Extrusion
If your walls have missing lines or gaps, your printer is not pushing enough plastic. Check for a slipping extruder gear, ensure your extrusion multiplier is calibrated correctly, and confirm your filament diameter matches your slicer settings.
Over Extrusion
When prints look messy with overflowing plastic ridges, your system is pushing too much material. Calibrate your extruder E-steps and reduce the flow rate percentage by 2-3% in your slicing program.
Clogged Nozzle
A partial or full blockage stops extrusion completely. Clear it by performing a “cold pull” with a piece of nylon or cleaning filament, or clear the debris using a fine acupuncture needle heated inside the nozzle tip.
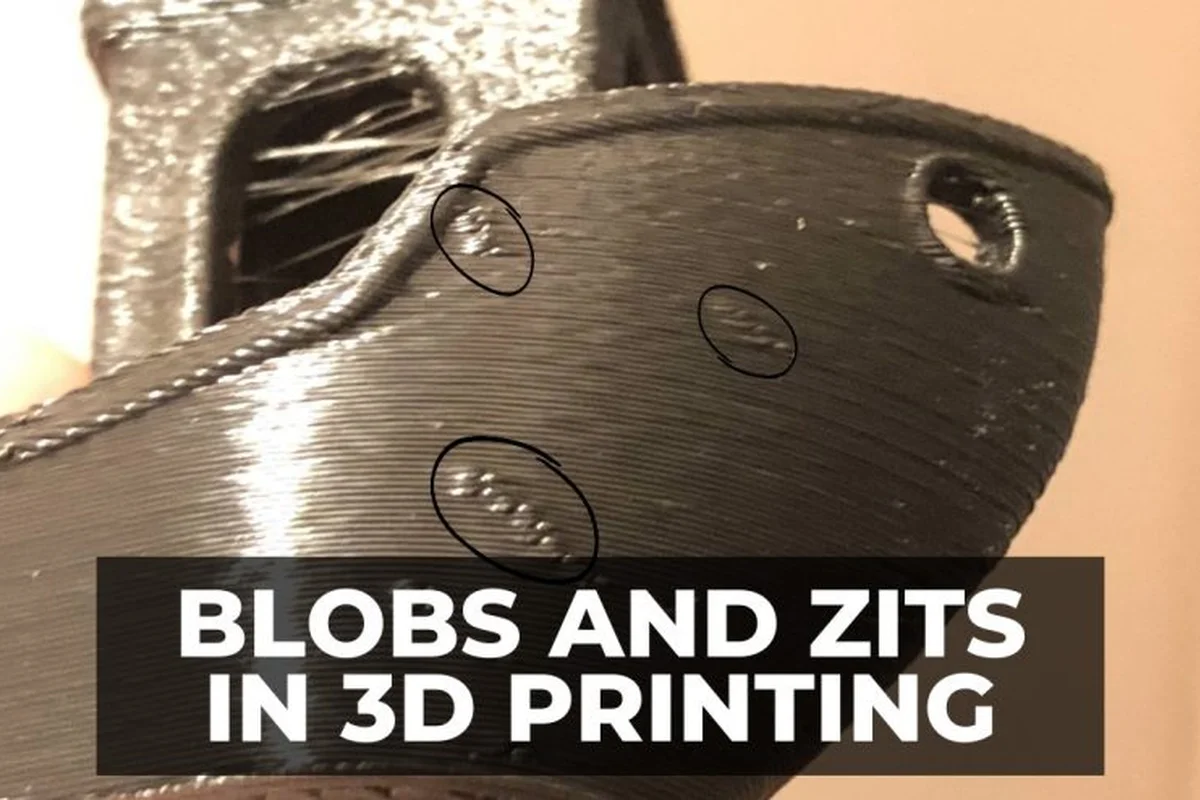
Blobs and Zits
Pimples on the outer wall usually point to the layer start/stop seam. Set your slicer’s seam alignment to “Aligned” or “Hide Seam,” and ensure your retraction and coasting settings are dialed in.
Rough Surface Finish
Rough perimeters point to mechanical vibration, unstable extrusion temperatures, or damp filament. Ensure all axis belts are tight, run a PID autotune on your hotend heater, and dry your spool.
Best Uses for PLA Filament

Decorative Models
Its ability to resolve complex organic curves makes it the gold standard for rendering architectural mockups, detailed museum replicas, and intricate display pieces.
Prototypes
For engineering validation that focuses entirely on physical form, fit, and aesthetic design rather than mechanical abuse, professional prototyping with this material saves substantial material costs.

Toys and Figurines
The vast color choices and non-toxic handling characteristics make it excellent for printing tabletop gaming minis, moving articulated desk toys, and custom display figures.

Home Organization
From custom cable management clips and desktop pencil holders to geometrical drawer dividers, it handles low-stress domestic organization tasks flawlessly.
Educational Uses
Because it prints reliably without venting toxic fumes, it serves as the ultimate educational uses material for school classrooms, university labs, and library makerspaces.

Cosplay Props
Its compatibility with sandpapers, primers, and acrylic paints makes it highly popular for building lightweight armor pieces, helmets, and intricate prop weapons.
Hobby Projects
For general hobby printing, it offers an unproblematic, cost-effective creative outlet for making personalized gifts, seasonal holiday decorations, and custom gadgets.
When You Should Not Use PLA Filament
High-Temperature Applications
Avoid using it for any object that encounters temperatures above 50°C. This eliminates light fixtures, kitchen tools that touch boiling water, and specialized machinery brackets.
Outdoor Parts
Sunlight and seasonal weather exposure embrittle the material rapidly. Do not use it for functional yard tools, garden pipe fittings, or structural signs meant to survive the elements long-term.
Heavy Mechanical Loads
Its lack of impact strength and tendency to creep (deform permanently under a continuous structural load) means it should never be used for structural building brackets or heavy tool handles.
Automotive Components
Dashboard temperatures inside a locked vehicle can easily exceed 70°C. A model placed inside a car will melt, sag, and warp into a ruined puddle of plastic within hours.
Related: PETG Filament Explained: Pros, Cons, Print Settings & Best Uses in 2026
PLA vs Other Popular 3D Printing Filaments
In the classic matchup of PLA vs ABS, ABS wins on raw mechanical toughness, heat resistance, and acetone-smoothing capability. However, ABS requires an enclosed printing chamber to stop severe warping and emits toxic, foul-smelling styrene fumes during printing.
ASA acts as an upgraded ABS, offering exceptional UV weather resistance for outdoor utility. It remains far more difficult to print than polylactic acid, requiring high thermal bed management to prevent corner lifting.
TPU is a highly flexible, rubbery elastomer used for seals and shock absorbers. It cannot compete with the rigid, high-speed printing capabilities of polylactic acid and requires specialized direct-drive extruders to prevent binding.
Nylon provides exceptional chemical resistance, extreme toughness, and low-friction wear properties for functional gears. However, it is hyper-hygroscopic, expensive, and incredibly challenging for hobbyist machines to process smoothly.
How to Choose the Best PLA Filament
Print Quality
Evaluate how cleanly the material handles steep overhangs and fine details. A premium compound maintains stable viscosity across its melting band, ensuring uniform extrusion lines.
Dimensional Accuracy
Look for brands that guarantee a diameter tolerance of $\pm 0.03\text{ mm}$ or better. Tight diameter control prevents sudden flow fluctuations, ensuring your walls remain perfectly smooth.
Spool Consistency
A messy, crisscrossed tangle on a cheap spool can easily jam your extruder drive gear mid-print. High-quality brands utilize precision tension winding to ensure the strand unspools smoothly without knots.
Material Purity
Cheap, unbranded options often cut costs by blending raw resin with recycled scrap or inferior fillers. This causes unpredictable melting points and frequent nozzle clogs. Stick to pure virgin resins.
Color Selection
Ensure your chosen brand offers reliable batch-to-batch color matching, so a spool of dark blue purchased next year matches the parts you printed with it today.
Brand Reputation
Read community reviews across forums and 3D printing spaces. Established brands build trust by maintaining strict quality control systems and providing clear processing datasheets.
Price vs Performance
The average PLA filament cost or PLA filament price floats between $15 and $30 per kilogram. While you can find ultra-cheap PLA filament online, spending a few extra dollars on premium PLA filament saves you hours of troubleshooting failed prints. Use a trusted PLA filament buying guide approach: budget options work for fast drafts, but high-tier projects deserve verified premium brands.
Best PLA Filament Brands in 2026
Budget Options
Brands like Sunlu, Elegoo, and eSun dominate the entry-level space. They offer dependable PLA filament online distribution channels, providing stable dimensional accuracy and a vast color array for daily printing needs.
Premium Brands
Polymaker and Hatchbox stand out for delivering high-purity resins with exceptional mechanical consistency. Their spools are cleanly wound, dry out of the box, and offer excellent structural layer bonding.
Professional-Grade PLA
For industrial prototyping, look to colorFabb, Proto-pasta, or specialized lines like Polymaker PolyMax. These formulations incorporate advanced chemical modifiers to deliver maximum durability and structural stiffness.
Best Value for Beginners
For those starting out, eSun PLA+ or Hatchbox Standard offer the most forgiving performance windows on the market, performing flawlessly across a massive range of speeds and hotend temperatures.
Related: 3D Printer Nozzle Clogged? Here’s How to Fix It Quickly
PLA Filament Safety Tips
Ventilation Recommendations
While it is an exceptionally clean material that emits sweet-smelling fumes, printing still releases ultra-fine particles (UFPs). Operating your machines in a well-ventilated room or utilizing an air purifier with a HEPA and carbon filter is always a smart practice.
Handling Hot Components
Hotends run past 200°C and heated beds reach 60°C. Always let your machine cool down completely before clearing filament scraps, changing nozzles, or scraping parts off the bed to avoid severe skin burns.
Safe Storage Practices
Store your spools securely on sturdy shelving away from direct sunlight, open heat sources, or high-humidity basement environments to prolong their usable shelf life.
Recycling PLA Waste
Do not throw your failed prints into standard curbside recycling bins; municipal sorting facilities cannot process them. Collect your scraps and send them to specialized industrial plastic recycling centers, or invest in a desktop filament recycler to melt scraps back into fresh spools.
LAVA3dp Expert Tips for Printing Better PLA Every Time
First Layer Optimization
Your first layer dictates the success of the entire print. Set your initial layer height slightly thicker (e.g., 0.24 mm on a 0.20 mm print) and slow your initial layer speed down to 20 mm/s to ensure the molten plastic has ample time to grab the build surface.
Choosing the Right Nozzle
While standard 0.4 mm brass nozzles handle regular and silk variations perfectly, always switch over to a hardened steel or ruby-tipped nozzle when printing abrasive blends like carbon fiber, wood, or glow-in-the-dark variants to prevent boring out the nozzle orifice.
Calibrating Your Printer
Run periodic calibration checks on your hardware. Executing a quick temperature tower helps locate the exact sweet spot for a new spool, while a flow rate calibration test ensures your extrusion multipliers are perfectly tuned.
Improving Surface Finish
To achieve flawless outer walls, configure your slicing software to print your outer perimeters first (“Outer Before Inner”). This ensures minor internal extrusion variances do not push outward and disrupt your external surface quality.
Reducing Print Failures
Keep your mechanical motion systems pristine. Regularly check that your axis belts are tensioned correctly, grease your linear rails or lead screws, and ensure your filament path remains free of sharp bends or restrictive friction points.
Final Thoughts
Before purchasing your next batch of material, recall its core profile. It is the easiest, most visually stunning material for detailed aesthetic models, desktop prototyping, and beginner projects. However, it cannot tolerate high operational heat or survive demanding outdoor environments.
Choosing the Right PLA for Your Next 3D Printing Project
Match the specific variant to your final goal. Use standard options for fast structural drafts, silk or matte versions for striking display models, and opt for a premium PLA Plus or Tough formulation if your component requires a bit of mechanical durability.